 +
- `TYPE_FILAMENT`: As the name suggests this preset is for filaments
-
+
- `TYPE_FILAMENT`: As the name suggests this preset is for filaments
- +
- `TYPE_PRINTER`: Preset for printers.
-
+
- `TYPE_PRINTER`: Preset for printers.
- +
There are other preset types but some of them are for SLA. Which is legacy code, since SLA printers are no longer supported. Above 3 are the important types.
-## [`PresetBundle`](../../src/libslic3r/PresetBundle.hpp)
+## [`PresetBundle`](https://github.com/SoftFever/OrcaSlicer/blob/main/src/libslic3r/PresetBundle.hpp)
This is a bundle containing a few types of `PresetCollection`. One bundle has presets for some printers, filaments and some processes (TYPE_PRINT).
@@ -34,7 +34,7 @@ each one of these contains a collection of processes, filaments and printers res
> [!IMPORTANT]
> Printers, filaments and processes in the bundle don't all have to be compatible with each other. In fact all the saved presets are stored in one `PresetBundle`. The `PresetBundle` is loaded on start up. The list of filaments and processes shown for a particular printer is a subset of `filaments` and `prints` `PresetCollection`s.
-## [`PresetCollection`](../../src/libslic3r/Preset.hpp)
+## [`PresetCollection`](https://github.com/SoftFever/OrcaSlicer/blob/main/src/libslic3r/Preset.hpp)
`PrinterPresetCollection` is a class derived from `PresetCollection`.
diff --git a/doc/developer-reference/plater-sidebar-tab-combobox.md b/doc/developer-reference/plater-sidebar-tab-combobox.md
index 91f7f58db3..1f01e7b5b6 100644
--- a/doc/developer-reference/plater-sidebar-tab-combobox.md
+++ b/doc/developer-reference/plater-sidebar-tab-combobox.md
@@ -10,13 +10,13 @@ Refers to the entire application. The whole view, file loading, project saving a
This is relating the the sidebar in the application window
-
+
## [`ComboBox`](https://github.com/SoftFever/OrcaSlicer/blob/main/src/slic3r/GUI/Widgets/ComboBox.hpp)
The drop down menus where you can see and select presets
-
+
## [`Tab`](https://github.com/SoftFever/OrcaSlicer/blob/main/src/slic3r/GUI/Tab.hpp)
diff --git a/doc/developer-reference/slicing-hierarchy.md b/doc/developer-reference/slicing-hierarchy.md
index 65d28e11aa..f703c75f15 100644
--- a/doc/developer-reference/slicing-hierarchy.md
+++ b/doc/developer-reference/slicing-hierarchy.md
@@ -2,4 +2,43 @@
The Slicing logic is not the easiest to locate in the code base. Below is a flow diagram of function calls that are made after clicking the `Slice Plate` button in the UI. Most of the processing happens in different threads. Note the calls after `BackgroundSlicingProcess::start()`, but this is how you can find the slicing logic.
-
+
There are other preset types but some of them are for SLA. Which is legacy code, since SLA printers are no longer supported. Above 3 are the important types.
-## [`PresetBundle`](../../src/libslic3r/PresetBundle.hpp)
+## [`PresetBundle`](https://github.com/SoftFever/OrcaSlicer/blob/main/src/libslic3r/PresetBundle.hpp)
This is a bundle containing a few types of `PresetCollection`. One bundle has presets for some printers, filaments and some processes (TYPE_PRINT).
@@ -34,7 +34,7 @@ each one of these contains a collection of processes, filaments and printers res
> [!IMPORTANT]
> Printers, filaments and processes in the bundle don't all have to be compatible with each other. In fact all the saved presets are stored in one `PresetBundle`. The `PresetBundle` is loaded on start up. The list of filaments and processes shown for a particular printer is a subset of `filaments` and `prints` `PresetCollection`s.
-## [`PresetCollection`](../../src/libslic3r/Preset.hpp)
+## [`PresetCollection`](https://github.com/SoftFever/OrcaSlicer/blob/main/src/libslic3r/Preset.hpp)
`PrinterPresetCollection` is a class derived from `PresetCollection`.
diff --git a/doc/developer-reference/plater-sidebar-tab-combobox.md b/doc/developer-reference/plater-sidebar-tab-combobox.md
index 91f7f58db3..1f01e7b5b6 100644
--- a/doc/developer-reference/plater-sidebar-tab-combobox.md
+++ b/doc/developer-reference/plater-sidebar-tab-combobox.md
@@ -10,13 +10,13 @@ Refers to the entire application. The whole view, file loading, project saving a
This is relating the the sidebar in the application window
-
+
## [`ComboBox`](https://github.com/SoftFever/OrcaSlicer/blob/main/src/slic3r/GUI/Widgets/ComboBox.hpp)
The drop down menus where you can see and select presets
-
+
## [`Tab`](https://github.com/SoftFever/OrcaSlicer/blob/main/src/slic3r/GUI/Tab.hpp)
diff --git a/doc/developer-reference/slicing-hierarchy.md b/doc/developer-reference/slicing-hierarchy.md
index 65d28e11aa..f703c75f15 100644
--- a/doc/developer-reference/slicing-hierarchy.md
+++ b/doc/developer-reference/slicing-hierarchy.md
@@ -2,4 +2,43 @@
The Slicing logic is not the easiest to locate in the code base. Below is a flow diagram of function calls that are made after clicking the `Slice Plate` button in the UI. Most of the processing happens in different threads. Note the calls after `BackgroundSlicingProcess::start()`, but this is how you can find the slicing logic.
- +```mermaid
+flowchart TD
+ A["Slice plate"] --> B["void Plater::priv::on_action_slice_plate(SimpleEvent&)"]
+ B --> C["void Plater::reslice()"]
+ C --> D["bool Plater::priv::restart_background_process(unsigned int state)"]
+ D --> E["bool BackgroundSlicingProcess::start()"]
+ E --> F["void BackgroundSlicingProcess::thread_proc_safe_seh_throw()"]
+ F --> G["unsigned long BackgroundSlicingProcess::thread_proc_safe_seh()"]
+ G --> H["void BackgroundSlicingProcess::thread_proc_safe()"]
+ H --> I["void BackgroundSlicingProcess::thread_proc()"]
+ I --> J["void BackgroundSlicingProcess::call_process_seh_throw(std::exception_ptr &ex)"]
+ J --> K["unsigned long BackgroundSlicingProcess::call_process_seh(std::exception_ptr &ex)"]
+ K --> L["void BackgroundSlicingProcess::call_process(std::exception_ptr &ex)"]
+ L --> M["void BackgroundSlicingProcess::process_fff()"]
+ M --> N["void Print::process(long long *time_cost_with_cache, bool use_cache)"]
+ N --> O["void PrintObject::make_perimeters()"]
+ O --> P["void PrintObject::slice()"]
+
+ %% Labels for libraries
+ subgraph G1 [libSlic3r_gui]
+ B
+ C
+ D
+ E
+ F
+ G
+ H
+ I
+ J
+ K
+ L
+ M
+ end
+
+ subgraph G2 [libSlic3r]
+ N
+ O
+ P
+ end
+```
\ No newline at end of file
diff --git a/doc/fill-patterns.md b/doc/fill-patterns.md
new file mode 100644
index 0000000000..73a832b784
--- /dev/null
+++ b/doc/fill-patterns.md
@@ -0,0 +1,91 @@
+# Infill Patterns
+WIP...
+
+## Concentric
+
+
+
+## Rectilinear
+
+
+
+## Grid
+
+
+
+## 2D Lattice
+
+
+
+## Line
+
+
+
+## Cubic
+
+
+
+## Triangles
+
+
+
+## Tri-hexagon
+
+
+
+## Gyroid
+
+
+
+## Honeycomb
+
+
+
+## Adaptive Cubic
+
+
+
+## Aligned Rectilinear
+
+
+
+## 3D Honeycomb
+
+
+
+## Hilbert Curve
+
+
+
+## Archimedean Chords
+
+
+
+## Octagram Spiral
+
+
+
+## Support Cubic
+
+
+
+## Lightning
+
+
+
+## Cross Hatch
+
+
+
+## Quartered Cubic
+
+
+
+> [!NOTE]
+> Standard images are taken with:
+> - Primitive Cube: 66mm x 66mm x 66mm
+> - Layer Height: 0.2mm
+> - Infill Density: 15%
+> - Layer Count: 329
+> - Wall loops: 3 (Hide in isometric view)
+> - Anchor: Off
diff --git a/doc/images/Adaptative-Bed-Mesh/ABM-Machine-G-code.png b/doc/images/Adaptative-Bed-Mesh/ABM-Machine-G-code.png
new file mode 100644
index 0000000000..c0367a90c2
Binary files /dev/null and b/doc/images/Adaptative-Bed-Mesh/ABM-Machine-G-code.png differ
diff --git a/doc/images/Adaptative-Bed-Mesh/ABM-PrinterConfig.png b/doc/images/Adaptative-Bed-Mesh/ABM-PrinterConfig.png
new file mode 100644
index 0000000000..c2c691c0ae
Binary files /dev/null and b/doc/images/Adaptative-Bed-Mesh/ABM-PrinterConfig.png differ
diff --git a/doc/images/Chamber/Chamber-Temperature-Control-Material.png b/doc/images/Chamber/Chamber-Temperature-Control-Material.png
new file mode 100644
index 0000000000..66559a86a3
Binary files /dev/null and b/doc/images/Chamber/Chamber-Temperature-Control-Material.png differ
diff --git a/doc/images/Chamber/Chamber-Temperature-Control-Printer.png b/doc/images/Chamber/Chamber-Temperature-Control-Printer.png
new file mode 100644
index 0000000000..1d7429c925
Binary files /dev/null and b/doc/images/Chamber/Chamber-Temperature-Control-Printer.png differ
diff --git a/doc/images/flow-calibration.gif b/doc/images/Flow-Rate/flow-calibration.gif
similarity index 100%
rename from doc/images/flow-calibration.gif
rename to doc/images/Flow-Rate/flow-calibration.gif
diff --git a/doc/images/flowcalibration_update_flowrate.png b/doc/images/Flow-Rate/flowcalibration_update_flowrate.png
similarity index 100%
rename from doc/images/flowcalibration_update_flowrate.png
rename to doc/images/Flow-Rate/flowcalibration_update_flowrate.png
diff --git a/doc/images/Flow-Rate/flowrate-0-5.jpg b/doc/images/Flow-Rate/flowrate-0-5.jpg
new file mode 100644
index 0000000000..364b67351a
Binary files /dev/null and b/doc/images/Flow-Rate/flowrate-0-5.jpg differ
diff --git a/doc/images/Flow-Rate/flowrate-6.jpg b/doc/images/Flow-Rate/flowrate-6.jpg
new file mode 100644
index 0000000000..d5f65683c9
Binary files /dev/null and b/doc/images/Flow-Rate/flowrate-6.jpg differ
diff --git a/doc/images/Flow-Rate/flowrate-Bambulab-uncheck.png b/doc/images/Flow-Rate/flowrate-Bambulab-uncheck.png
new file mode 100644
index 0000000000..b362a3d689
Binary files /dev/null and b/doc/images/Flow-Rate/flowrate-Bambulab-uncheck.png differ
diff --git a/doc/images/Flow-Rate/flowrate-pass1.jpg b/doc/images/Flow-Rate/flowrate-pass1.jpg
new file mode 100644
index 0000000000..8cbe342800
Binary files /dev/null and b/doc/images/Flow-Rate/flowrate-pass1.jpg differ
diff --git a/doc/images/Flow-Rate/flowrate-pass2.jpg b/doc/images/Flow-Rate/flowrate-pass2.jpg
new file mode 100644
index 0000000000..5d4197d143
Binary files /dev/null and b/doc/images/Flow-Rate/flowrate-pass2.jpg differ
diff --git a/doc/images/InputShaping/IS_damp_menu.png b/doc/images/InputShaping/IS_damp_menu.png
index 5f8fbeb59f..bb3674826d 100644
Binary files a/doc/images/InputShaping/IS_damp_menu.png and b/doc/images/InputShaping/IS_damp_menu.png differ
diff --git a/doc/images/InputShaping/IS_freq_menu.png b/doc/images/InputShaping/IS_freq_menu.png
index df51c0787f..e4764b50bf 100644
Binary files a/doc/images/InputShaping/IS_freq_menu.png and b/doc/images/InputShaping/IS_freq_menu.png differ
diff --git a/doc/images/JunctionDeviation/jd_first_menu.png b/doc/images/JunctionDeviation/jd_first_menu.png
index 263126143b..8888e401d7 100644
Binary files a/doc/images/JunctionDeviation/jd_first_menu.png and b/doc/images/JunctionDeviation/jd_first_menu.png differ
diff --git a/doc/images/JunctionDeviation/jd_second_menu.png b/doc/images/JunctionDeviation/jd_second_menu.png
index 016b2a4aaa..683b303f16 100644
Binary files a/doc/images/JunctionDeviation/jd_second_menu.png and b/doc/images/JunctionDeviation/jd_second_menu.png differ
diff --git a/doc/images/PreciseZ/PreciseZOff.png b/doc/images/PreciseZ/PreciseZOff.png
new file mode 100644
index 0000000000..43b5d56cc6
Binary files /dev/null and b/doc/images/PreciseZ/PreciseZOff.png differ
diff --git a/doc/images/PreciseZ/PreciseZOn.png b/doc/images/PreciseZ/PreciseZOn.png
new file mode 100644
index 0000000000..861aec011c
Binary files /dev/null and b/doc/images/PreciseZ/PreciseZOn.png differ
diff --git a/doc/images/stl transformation/simplify-menu.png b/doc/images/STL-Transformation/simplify-menu.png
similarity index 100%
rename from doc/images/stl transformation/simplify-menu.png
rename to doc/images/STL-Transformation/simplify-menu.png
diff --git a/doc/images/stl transformation/stl-transformation-enable.png b/doc/images/STL-Transformation/stl-transformation-enable.png
similarity index 100%
rename from doc/images/stl transformation/stl-transformation-enable.png
rename to doc/images/STL-Transformation/stl-transformation-enable.png
diff --git a/doc/images/stl transformation/stl-transformation-params.png b/doc/images/STL-Transformation/stl-transformation-params.png
similarity index 100%
rename from doc/images/stl transformation/stl-transformation-params.png
rename to doc/images/STL-Transformation/stl-transformation-params.png
diff --git a/doc/images/stl transformation/stl-transformation-smooth-rough.png b/doc/images/STL-Transformation/stl-transformation-smooth-rough.png
similarity index 100%
rename from doc/images/stl transformation/stl-transformation-smooth-rough.png
rename to doc/images/STL-Transformation/stl-transformation-smooth-rough.png
diff --git a/doc/images/stl transformation/stl-transformation-split.png b/doc/images/STL-Transformation/stl-transformation-split.png
similarity index 100%
rename from doc/images/stl transformation/stl-transformation-split.png
rename to doc/images/STL-Transformation/stl-transformation-split.png
diff --git a/doc/images/stl transformation/stl-transformation.png b/doc/images/STL-Transformation/stl-transformation.png
similarity index 100%
rename from doc/images/stl transformation/stl-transformation.png
rename to doc/images/STL-Transformation/stl-transformation.png
diff --git a/doc/images/Temp-calib/temp-tower.jpg b/doc/images/Temp-calib/temp-tower.jpg
new file mode 100644
index 0000000000..5394d25420
Binary files /dev/null and b/doc/images/Temp-calib/temp-tower.jpg differ
diff --git a/doc/images/temp_tower_test.gif b/doc/images/Temp-calib/temp-tower_test.gif
similarity index 100%
rename from doc/images/temp_tower_test.gif
rename to doc/images/Temp-calib/temp-tower_test.gif
diff --git a/doc/images/Temp-calib/temp-tower_test_menu.png b/doc/images/Temp-calib/temp-tower_test_menu.png
new file mode 100644
index 0000000000..dfc074ebe9
Binary files /dev/null and b/doc/images/Temp-calib/temp-tower_test_menu.png differ
diff --git a/doc/images/activate_chamber_heater.png b/doc/images/activate_chamber_heater.png
deleted file mode 100644
index a482ede1bf..0000000000
Binary files a/doc/images/activate_chamber_heater.png and /dev/null differ
diff --git a/doc/images/calibration.png b/doc/images/calibration.png
index 2823664ebd..65632b2889 100644
Binary files a/doc/images/calibration.png and b/doc/images/calibration.png differ
diff --git a/doc/images/combobox.png b/doc/images/combobox.png
index 0b720e6622..ef2832cc9e 100644
Binary files a/doc/images/combobox.png and b/doc/images/combobox.png differ
diff --git a/doc/images/filament-preset.png b/doc/images/filament-preset.png
index 7ad4c1c52e..0aa6030adb 100644
Binary files a/doc/images/filament-preset.png and b/doc/images/filament-preset.png differ
diff --git a/doc/images/fill/infill-iso-2d-lattice.png b/doc/images/fill/infill-iso-2d-lattice.png
new file mode 100644
index 0000000000..12e0e83496
Binary files /dev/null and b/doc/images/fill/infill-iso-2d-lattice.png differ
diff --git a/doc/images/fill/infill-iso-3d-honeycomb.png b/doc/images/fill/infill-iso-3d-honeycomb.png
new file mode 100644
index 0000000000..67eb5e0d77
Binary files /dev/null and b/doc/images/fill/infill-iso-3d-honeycomb.png differ
diff --git a/doc/images/fill/infill-iso-adaptative-cubic.png b/doc/images/fill/infill-iso-adaptative-cubic.png
new file mode 100644
index 0000000000..4beb64c377
Binary files /dev/null and b/doc/images/fill/infill-iso-adaptative-cubic.png differ
diff --git a/doc/images/fill/infill-iso-aligned-rectilinear.png b/doc/images/fill/infill-iso-aligned-rectilinear.png
new file mode 100644
index 0000000000..e337e57353
Binary files /dev/null and b/doc/images/fill/infill-iso-aligned-rectilinear.png differ
diff --git a/doc/images/fill/infill-iso-archimedean-chords.png b/doc/images/fill/infill-iso-archimedean-chords.png
new file mode 100644
index 0000000000..6d189394dc
Binary files /dev/null and b/doc/images/fill/infill-iso-archimedean-chords.png differ
diff --git a/doc/images/fill/infill-iso-concentric.png b/doc/images/fill/infill-iso-concentric.png
new file mode 100644
index 0000000000..6886c1f7fb
Binary files /dev/null and b/doc/images/fill/infill-iso-concentric.png differ
diff --git a/doc/images/fill/infill-iso-cross-hatch.png b/doc/images/fill/infill-iso-cross-hatch.png
new file mode 100644
index 0000000000..218f2dd3e9
Binary files /dev/null and b/doc/images/fill/infill-iso-cross-hatch.png differ
diff --git a/doc/images/fill/infill-iso-cubic.png b/doc/images/fill/infill-iso-cubic.png
new file mode 100644
index 0000000000..f0b834f36b
Binary files /dev/null and b/doc/images/fill/infill-iso-cubic.png differ
diff --git a/doc/images/fill/infill-iso-grid.png b/doc/images/fill/infill-iso-grid.png
new file mode 100644
index 0000000000..bcb7757209
Binary files /dev/null and b/doc/images/fill/infill-iso-grid.png differ
diff --git a/doc/images/fill/infill-iso-gyroid.png b/doc/images/fill/infill-iso-gyroid.png
new file mode 100644
index 0000000000..601abac68a
Binary files /dev/null and b/doc/images/fill/infill-iso-gyroid.png differ
diff --git a/doc/images/fill/infill-iso-hilbert-curve.png b/doc/images/fill/infill-iso-hilbert-curve.png
new file mode 100644
index 0000000000..ffee09e220
Binary files /dev/null and b/doc/images/fill/infill-iso-hilbert-curve.png differ
diff --git a/doc/images/fill/infill-iso-honeycomb.png b/doc/images/fill/infill-iso-honeycomb.png
new file mode 100644
index 0000000000..e36b8c6002
Binary files /dev/null and b/doc/images/fill/infill-iso-honeycomb.png differ
diff --git a/doc/images/fill/infill-iso-lightning.png b/doc/images/fill/infill-iso-lightning.png
new file mode 100644
index 0000000000..7b40354b33
Binary files /dev/null and b/doc/images/fill/infill-iso-lightning.png differ
diff --git a/doc/images/fill/infill-iso-line.png b/doc/images/fill/infill-iso-line.png
new file mode 100644
index 0000000000..5ea5179eb4
Binary files /dev/null and b/doc/images/fill/infill-iso-line.png differ
diff --git a/doc/images/fill/infill-iso-octagram-spiral.png b/doc/images/fill/infill-iso-octagram-spiral.png
new file mode 100644
index 0000000000..32c185aa75
Binary files /dev/null and b/doc/images/fill/infill-iso-octagram-spiral.png differ
diff --git a/doc/images/fill/infill-iso-quarter-cubic.png b/doc/images/fill/infill-iso-quarter-cubic.png
new file mode 100644
index 0000000000..499406de54
Binary files /dev/null and b/doc/images/fill/infill-iso-quarter-cubic.png differ
diff --git a/doc/images/fill/infill-iso-rectilinear.png b/doc/images/fill/infill-iso-rectilinear.png
new file mode 100644
index 0000000000..41950f3b2a
Binary files /dev/null and b/doc/images/fill/infill-iso-rectilinear.png differ
diff --git a/doc/images/fill/infill-iso-support-cubic.png b/doc/images/fill/infill-iso-support-cubic.png
new file mode 100644
index 0000000000..c09a3c599a
Binary files /dev/null and b/doc/images/fill/infill-iso-support-cubic.png differ
diff --git a/doc/images/fill/infill-iso-tri-hexagon.png b/doc/images/fill/infill-iso-tri-hexagon.png
new file mode 100644
index 0000000000..4ac5baf9eb
Binary files /dev/null and b/doc/images/fill/infill-iso-tri-hexagon.png differ
diff --git a/doc/images/fill/infill-iso-triangles.png b/doc/images/fill/infill-iso-triangles.png
new file mode 100644
index 0000000000..005194feed
Binary files /dev/null and b/doc/images/fill/infill-iso-triangles.png differ
diff --git a/doc/images/fill/infill-top-2d-lacttice.png b/doc/images/fill/infill-top-2d-lacttice.png
new file mode 100644
index 0000000000..519d48083a
Binary files /dev/null and b/doc/images/fill/infill-top-2d-lacttice.png differ
diff --git a/doc/images/fill/infill-top-3d-honeycomb.png b/doc/images/fill/infill-top-3d-honeycomb.png
new file mode 100644
index 0000000000..1012797422
Binary files /dev/null and b/doc/images/fill/infill-top-3d-honeycomb.png differ
diff --git a/doc/images/fill/infill-top-adaptative-cubic.png b/doc/images/fill/infill-top-adaptative-cubic.png
new file mode 100644
index 0000000000..be4aa713fd
Binary files /dev/null and b/doc/images/fill/infill-top-adaptative-cubic.png differ
diff --git a/doc/images/fill/infill-top-aligned-rectilinear.png b/doc/images/fill/infill-top-aligned-rectilinear.png
new file mode 100644
index 0000000000..aef72519bc
Binary files /dev/null and b/doc/images/fill/infill-top-aligned-rectilinear.png differ
diff --git a/doc/images/fill/infill-top-archimedean-chords.png b/doc/images/fill/infill-top-archimedean-chords.png
new file mode 100644
index 0000000000..a9c1fd1d33
Binary files /dev/null and b/doc/images/fill/infill-top-archimedean-chords.png differ
diff --git a/doc/images/fill/infill-top-concentric.png b/doc/images/fill/infill-top-concentric.png
new file mode 100644
index 0000000000..3771afb438
Binary files /dev/null and b/doc/images/fill/infill-top-concentric.png differ
diff --git a/doc/images/fill/infill-top-cross-hatch.png b/doc/images/fill/infill-top-cross-hatch.png
new file mode 100644
index 0000000000..96b95e2f79
Binary files /dev/null and b/doc/images/fill/infill-top-cross-hatch.png differ
diff --git a/doc/images/fill/infill-top-cubic.png b/doc/images/fill/infill-top-cubic.png
new file mode 100644
index 0000000000..08f11ca01c
Binary files /dev/null and b/doc/images/fill/infill-top-cubic.png differ
diff --git a/doc/images/fill/infill-top-grid.png b/doc/images/fill/infill-top-grid.png
new file mode 100644
index 0000000000..b6b3460191
Binary files /dev/null and b/doc/images/fill/infill-top-grid.png differ
diff --git a/doc/images/fill/infill-top-gyroid.png b/doc/images/fill/infill-top-gyroid.png
new file mode 100644
index 0000000000..211a697767
Binary files /dev/null and b/doc/images/fill/infill-top-gyroid.png differ
diff --git a/doc/images/fill/infill-top-hilbert-curve.png b/doc/images/fill/infill-top-hilbert-curve.png
new file mode 100644
index 0000000000..86bcd58d45
Binary files /dev/null and b/doc/images/fill/infill-top-hilbert-curve.png differ
diff --git a/doc/images/fill/infill-top-honeycomb.png b/doc/images/fill/infill-top-honeycomb.png
new file mode 100644
index 0000000000..402d29b8f7
Binary files /dev/null and b/doc/images/fill/infill-top-honeycomb.png differ
diff --git a/doc/images/fill/infill-top-lightning.png b/doc/images/fill/infill-top-lightning.png
new file mode 100644
index 0000000000..e7c4a5a33d
Binary files /dev/null and b/doc/images/fill/infill-top-lightning.png differ
diff --git a/doc/images/fill/infill-top-line.png b/doc/images/fill/infill-top-line.png
new file mode 100644
index 0000000000..3aeaa82e78
Binary files /dev/null and b/doc/images/fill/infill-top-line.png differ
diff --git a/doc/images/fill/infill-top-octagram-spiral.png b/doc/images/fill/infill-top-octagram-spiral.png
new file mode 100644
index 0000000000..d384b213a6
Binary files /dev/null and b/doc/images/fill/infill-top-octagram-spiral.png differ
diff --git a/doc/images/fill/infill-top-quartered-cubic.png b/doc/images/fill/infill-top-quartered-cubic.png
new file mode 100644
index 0000000000..4d2fe6e673
Binary files /dev/null and b/doc/images/fill/infill-top-quartered-cubic.png differ
diff --git a/doc/images/fill/infill-top-rectilinear.png b/doc/images/fill/infill-top-rectilinear.png
new file mode 100644
index 0000000000..a77ce1343e
Binary files /dev/null and b/doc/images/fill/infill-top-rectilinear.png differ
diff --git a/doc/images/fill/infill-top-support-cubic.png b/doc/images/fill/infill-top-support-cubic.png
new file mode 100644
index 0000000000..8dfe1bf079
Binary files /dev/null and b/doc/images/fill/infill-top-support-cubic.png differ
diff --git a/doc/images/fill/infill-top-tri-hexagon.png b/doc/images/fill/infill-top-tri-hexagon.png
new file mode 100644
index 0000000000..43ad5b8675
Binary files /dev/null and b/doc/images/fill/infill-top-tri-hexagon.png differ
diff --git a/doc/images/fill/infill-top-triangles.png b/doc/images/fill/infill-top-triangles.png
new file mode 100644
index 0000000000..196758829b
Binary files /dev/null and b/doc/images/fill/infill-top-triangles.png differ
diff --git a/doc/images/full-sidebar.png b/doc/images/full-sidebar.png
index 316fd2e95f..2ee3f86cb1 100644
Binary files a/doc/images/full-sidebar.png and b/doc/images/full-sidebar.png differ
diff --git a/doc/images/pa/apa-expected-results.jpg b/doc/images/pa/apa-expected-results.jpg
new file mode 100644
index 0000000000..cc2a669a34
Binary files /dev/null and b/doc/images/pa/apa-expected-results.jpg differ
diff --git a/doc/images/pa/apa-expected-seam.jpg b/doc/images/pa/apa-expected-seam.jpg
new file mode 100644
index 0000000000..f16a522621
Binary files /dev/null and b/doc/images/pa/apa-expected-seam.jpg differ
diff --git a/doc/images/pa/apa-expected-solid-infill.jpg b/doc/images/pa/apa-expected-solid-infill.jpg
new file mode 100644
index 0000000000..e74a049f7d
Binary files /dev/null and b/doc/images/pa/apa-expected-solid-infill.jpg differ
diff --git a/doc/images/pa/apa-identify-optimal.jpg b/doc/images/pa/apa-identify-optimal.jpg
new file mode 100644
index 0000000000..29ccecf190
Binary files /dev/null and b/doc/images/pa/apa-identify-optimal.jpg differ
diff --git a/doc/images/pa/apa-identify-too-high.jpg b/doc/images/pa/apa-identify-too-high.jpg
new file mode 100644
index 0000000000..66a1ee9db2
Binary files /dev/null and b/doc/images/pa/apa-identify-too-high.jpg differ
diff --git a/doc/images/pa/apa-identify-too-low.jpg b/doc/images/pa/apa-identify-too-low.jpg
new file mode 100644
index 0000000000..0c7e720e91
Binary files /dev/null and b/doc/images/pa/apa-identify-too-low.jpg differ
diff --git a/doc/images/pa/apa-material-config.png b/doc/images/pa/apa-material-config.png
new file mode 100644
index 0000000000..2dfcb894e7
Binary files /dev/null and b/doc/images/pa/apa-material-config.png differ
diff --git a/doc/images/pa/apa-profile.png b/doc/images/pa/apa-profile.png
new file mode 100644
index 0000000000..a150316fb2
Binary files /dev/null and b/doc/images/pa/apa-profile.png differ
diff --git a/doc/images/pa/apa-setup-result-acceleration-jerk.png b/doc/images/pa/apa-setup-result-acceleration-jerk.png
new file mode 100644
index 0000000000..659d2dbd69
Binary files /dev/null and b/doc/images/pa/apa-setup-result-acceleration-jerk.png differ
diff --git a/doc/images/pa/apa-setup-result-speed.png b/doc/images/pa/apa-setup-result-speed.png
new file mode 100644
index 0000000000..4117c1337c
Binary files /dev/null and b/doc/images/pa/apa-setup-result-speed.png differ
diff --git a/doc/images/pa/apa-test.png b/doc/images/pa/apa-test.png
new file mode 100644
index 0000000000..5e5cf76dc6
Binary files /dev/null and b/doc/images/pa/apa-test.png differ
diff --git a/doc/images/pa/apa-test210.jpg b/doc/images/pa/apa-test210.jpg
new file mode 100644
index 0000000000..892c338c9d
Binary files /dev/null and b/doc/images/pa/apa-test210.jpg differ
diff --git a/doc/images/pa/apa-unexpected-solid-infill.jpg b/doc/images/pa/apa-unexpected-solid-infill.jpg
new file mode 100644
index 0000000000..a9ce880394
Binary files /dev/null and b/doc/images/pa/apa-unexpected-solid-infill.jpg differ
diff --git a/doc/images/pa/pa-line-0-016.jpg b/doc/images/pa/pa-line-0-016.jpg
new file mode 100644
index 0000000000..0b3f511838
Binary files /dev/null and b/doc/images/pa/pa-line-0-016.jpg differ
diff --git a/doc/images/pa/pa-line.gif b/doc/images/pa/pa-line.gif
new file mode 100644
index 0000000000..aace86d431
Binary files /dev/null and b/doc/images/pa/pa-line.gif differ
diff --git a/doc/images/pa/pa-lines.png b/doc/images/pa/pa-lines.png
new file mode 100644
index 0000000000..23c1a7a49f
Binary files /dev/null and b/doc/images/pa/pa-lines.png differ
diff --git a/doc/images/pa/pa-pattern-batch-objects.png b/doc/images/pa/pa-pattern-batch-objects.png
index aed9eab40f..d5d924d9e9 100644
Binary files a/doc/images/pa/pa-pattern-batch-objects.png and b/doc/images/pa/pa-pattern-batch-objects.png differ
diff --git a/doc/images/pa/pa-pattern-batch.png b/doc/images/pa/pa-pattern-batch.png
index 8a8fe6c18f..bdacef279b 100644
Binary files a/doc/images/pa/pa-pattern-batch.png and b/doc/images/pa/pa-pattern-batch.png differ
diff --git a/doc/images/pa/pa-pattern-general.png b/doc/images/pa/pa-pattern-general.png
new file mode 100644
index 0000000000..23c0141f55
Binary files /dev/null and b/doc/images/pa/pa-pattern-general.png differ
diff --git a/doc/images/pa/pa-pattern-single.png b/doc/images/pa/pa-pattern-single.png
index 9c45170281..e84e85c3b3 100644
Binary files a/doc/images/pa/pa-pattern-single.png and b/doc/images/pa/pa-pattern-single.png differ
diff --git a/doc/images/pa/pa-tower-measure.jpg b/doc/images/pa/pa-tower-measure.jpg
new file mode 100644
index 0000000000..d1fd3c49bc
Binary files /dev/null and b/doc/images/pa/pa-tower-measure.jpg differ
diff --git a/doc/images/pa/pa-tower.jpg b/doc/images/pa/pa-tower.jpg
new file mode 100644
index 0000000000..0a4c5b0edc
Binary files /dev/null and b/doc/images/pa/pa-tower.jpg differ
diff --git a/doc/images/printer-preset.png b/doc/images/printer-preset.png
index d4d73718a1..fc0d567c94 100644
Binary files a/doc/images/printer-preset.png and b/doc/images/printer-preset.png differ
diff --git a/doc/images/process-preset.png b/doc/images/process-preset.png
index 2a2fc53db3..02f8f3a7fd 100644
Binary files a/doc/images/process-preset.png and b/doc/images/process-preset.png differ
diff --git a/doc/images/retraction_test.gif b/doc/images/retraction/retraction_test.gif
similarity index 100%
rename from doc/images/retraction_test.gif
rename to doc/images/retraction/retraction_test.gif
diff --git a/doc/images/retraction/retraction_test_menu.png b/doc/images/retraction/retraction_test_menu.png
new file mode 100644
index 0000000000..dd2940de72
Binary files /dev/null and b/doc/images/retraction/retraction_test_menu.png differ
diff --git a/doc/images/retraction_test_print.jpg b/doc/images/retraction/retraction_test_print.jpg
similarity index 100%
rename from doc/images/retraction_test_print.jpg
rename to doc/images/retraction/retraction_test_print.jpg
diff --git a/doc/images/retraction_test_dlg.png b/doc/images/retraction_test_dlg.png
deleted file mode 100644
index 85dcfdd2c1..0000000000
Binary files a/doc/images/retraction_test_dlg.png and /dev/null differ
diff --git a/doc/images/seam/seam-aligned.png b/doc/images/seam/seam-aligned.png
new file mode 100644
index 0000000000..824950f2dd
Binary files /dev/null and b/doc/images/seam/seam-aligned.png differ
diff --git a/doc/images/seam/seam-back.png b/doc/images/seam/seam-back.png
new file mode 100644
index 0000000000..7ff54e0551
Binary files /dev/null and b/doc/images/seam/seam-back.png differ
diff --git a/doc/images/seam/seam-gap.png b/doc/images/seam/seam-gap.png
new file mode 100644
index 0000000000..fcd8a631bf
Binary files /dev/null and b/doc/images/seam/seam-gap.png differ
diff --git a/doc/images/seam/seam-nearest.png b/doc/images/seam/seam-nearest.png
new file mode 100644
index 0000000000..7691edc5c4
Binary files /dev/null and b/doc/images/seam/seam-nearest.png differ
diff --git a/doc/images/seam/seam-quality.jpg b/doc/images/seam/seam-quality.jpg
new file mode 100644
index 0000000000..2e3d76195c
Binary files /dev/null and b/doc/images/seam/seam-quality.jpg differ
diff --git a/doc/images/seam/seam-random.png b/doc/images/seam/seam-random.png
new file mode 100644
index 0000000000..daba4a2c72
Binary files /dev/null and b/doc/images/seam/seam-random.png differ
diff --git a/doc/images/seam/seam-wipe-on-loop.png b/doc/images/seam/seam-wipe-on-loop.png
new file mode 100644
index 0000000000..6b10c051fb
Binary files /dev/null and b/doc/images/seam/seam-wipe-on-loop.png differ
diff --git a/doc/images/seam/seam-wipe-on-loops-options.png b/doc/images/seam/seam-wipe-on-loops-options.png
new file mode 100644
index 0000000000..3d6c900025
Binary files /dev/null and b/doc/images/seam/seam-wipe-on-loops-options.png differ
diff --git a/doc/images/slicing_call_heirarchy.svg b/doc/images/slicing_call_heirarchy.svg
deleted file mode 100644
index 2a2ffbf847..0000000000
--- a/doc/images/slicing_call_heirarchy.svg
+++ /dev/null
@@ -1,4 +0,0 @@
-
-
-
-
\ No newline at end of file
diff --git a/doc/images/tab-popup.png b/doc/images/tab-popup.png
index e31f47dc88..8a6f032887 100644
Binary files a/doc/images/tab-popup.png and b/doc/images/tab-popup.png differ
diff --git a/doc/pellet-flow-coefficient.md b/doc/pellet-flow-coefficient.md
index 0f318b404f..a3be0bda40 100644
--- a/doc/pellet-flow-coefficient.md
+++ b/doc/pellet-flow-coefficient.md
@@ -24,4 +24,4 @@ does already with very minor adjustments.
sqrt just makes the relationship between flow_coefficient and volume linear.
higher packing density -> more material extruded by single turn -> higher pellet_flow_coefficient -> treated as if a filament of larger diameter is being used
-All other calculations remain the same for slicing.
\ No newline at end of file
+All other calculations remain the same for slicing.
diff --git a/doc/precise-z-height.md b/doc/precise-z-height.md
index f013a5d161..fa862bf922 100644
--- a/doc/precise-z-height.md
+++ b/doc/precise-z-height.md
@@ -6,4 +6,10 @@ For example, slicing a 20mm x 20mm x 20.1mm cube with a layer height of 0.2mm wo
By enabling this parameter, the layer height of the last five layers is adjusted so that the final sliced height matches the actual object height, resulting in an accurate 20.1mm (as shown in the picture).
-
+- **Precise Z Height Off**
+
+ 
+
+- **Precise Z Height On**
+
+ 
diff --git a/doc/print_settings/calibration/Calibration.md b/doc/print_settings/calibration/Calibration.md
index 0f25e2ec6d..5c4e6820cd 100644
--- a/doc/print_settings/calibration/Calibration.md
+++ b/doc/print_settings/calibration/Calibration.md
@@ -13,44 +13,44 @@ To access the calibration features, you can find them in the **Calibration** sec
The recommended order for calibration is as follows:
-1. **[Temperature](temp-calib.md)**: Start by calibrating the temperature of the nozzle and the bed. This is crucial as it affects the viscosity of the filament, which in turn influences how well it flows through the nozzle and adheres to the print bed.
+1. **[Temperature](temp-calib):** Start by calibrating the temperature of the nozzle and the bed. This is crucial as it affects the viscosity of the filament, which in turn influences how well it flows through the nozzle and adheres to the print bed.
-
+```mermaid
+flowchart TD
+ A["Slice plate"] --> B["void Plater::priv::on_action_slice_plate(SimpleEvent&)"]
+ B --> C["void Plater::reslice()"]
+ C --> D["bool Plater::priv::restart_background_process(unsigned int state)"]
+ D --> E["bool BackgroundSlicingProcess::start()"]
+ E --> F["void BackgroundSlicingProcess::thread_proc_safe_seh_throw()"]
+ F --> G["unsigned long BackgroundSlicingProcess::thread_proc_safe_seh()"]
+ G --> H["void BackgroundSlicingProcess::thread_proc_safe()"]
+ H --> I["void BackgroundSlicingProcess::thread_proc()"]
+ I --> J["void BackgroundSlicingProcess::call_process_seh_throw(std::exception_ptr &ex)"]
+ J --> K["unsigned long BackgroundSlicingProcess::call_process_seh(std::exception_ptr &ex)"]
+ K --> L["void BackgroundSlicingProcess::call_process(std::exception_ptr &ex)"]
+ L --> M["void BackgroundSlicingProcess::process_fff()"]
+ M --> N["void Print::process(long long *time_cost_with_cache, bool use_cache)"]
+ N --> O["void PrintObject::make_perimeters()"]
+ O --> P["void PrintObject::slice()"]
+
+ %% Labels for libraries
+ subgraph G1 [libSlic3r_gui]
+ B
+ C
+ D
+ E
+ F
+ G
+ H
+ I
+ J
+ K
+ L
+ M
+ end
+
+ subgraph G2 [libSlic3r]
+ N
+ O
+ P
+ end
+```
\ No newline at end of file
diff --git a/doc/fill-patterns.md b/doc/fill-patterns.md
new file mode 100644
index 0000000000..73a832b784
--- /dev/null
+++ b/doc/fill-patterns.md
@@ -0,0 +1,91 @@
+# Infill Patterns
+WIP...
+
+## Concentric
+
+
+
+## Rectilinear
+
+
+
+## Grid
+
+
+
+## 2D Lattice
+
+
+
+## Line
+
+
+
+## Cubic
+
+
+
+## Triangles
+
+
+
+## Tri-hexagon
+
+
+
+## Gyroid
+
+
+
+## Honeycomb
+
+
+
+## Adaptive Cubic
+
+
+
+## Aligned Rectilinear
+
+
+
+## 3D Honeycomb
+
+
+
+## Hilbert Curve
+
+
+
+## Archimedean Chords
+
+
+
+## Octagram Spiral
+
+
+
+## Support Cubic
+
+
+
+## Lightning
+
+
+
+## Cross Hatch
+
+
+
+## Quartered Cubic
+
+
+
+> [!NOTE]
+> Standard images are taken with:
+> - Primitive Cube: 66mm x 66mm x 66mm
+> - Layer Height: 0.2mm
+> - Infill Density: 15%
+> - Layer Count: 329
+> - Wall loops: 3 (Hide in isometric view)
+> - Anchor: Off
diff --git a/doc/images/Adaptative-Bed-Mesh/ABM-Machine-G-code.png b/doc/images/Adaptative-Bed-Mesh/ABM-Machine-G-code.png
new file mode 100644
index 0000000000..c0367a90c2
Binary files /dev/null and b/doc/images/Adaptative-Bed-Mesh/ABM-Machine-G-code.png differ
diff --git a/doc/images/Adaptative-Bed-Mesh/ABM-PrinterConfig.png b/doc/images/Adaptative-Bed-Mesh/ABM-PrinterConfig.png
new file mode 100644
index 0000000000..c2c691c0ae
Binary files /dev/null and b/doc/images/Adaptative-Bed-Mesh/ABM-PrinterConfig.png differ
diff --git a/doc/images/Chamber/Chamber-Temperature-Control-Material.png b/doc/images/Chamber/Chamber-Temperature-Control-Material.png
new file mode 100644
index 0000000000..66559a86a3
Binary files /dev/null and b/doc/images/Chamber/Chamber-Temperature-Control-Material.png differ
diff --git a/doc/images/Chamber/Chamber-Temperature-Control-Printer.png b/doc/images/Chamber/Chamber-Temperature-Control-Printer.png
new file mode 100644
index 0000000000..1d7429c925
Binary files /dev/null and b/doc/images/Chamber/Chamber-Temperature-Control-Printer.png differ
diff --git a/doc/images/flow-calibration.gif b/doc/images/Flow-Rate/flow-calibration.gif
similarity index 100%
rename from doc/images/flow-calibration.gif
rename to doc/images/Flow-Rate/flow-calibration.gif
diff --git a/doc/images/flowcalibration_update_flowrate.png b/doc/images/Flow-Rate/flowcalibration_update_flowrate.png
similarity index 100%
rename from doc/images/flowcalibration_update_flowrate.png
rename to doc/images/Flow-Rate/flowcalibration_update_flowrate.png
diff --git a/doc/images/Flow-Rate/flowrate-0-5.jpg b/doc/images/Flow-Rate/flowrate-0-5.jpg
new file mode 100644
index 0000000000..364b67351a
Binary files /dev/null and b/doc/images/Flow-Rate/flowrate-0-5.jpg differ
diff --git a/doc/images/Flow-Rate/flowrate-6.jpg b/doc/images/Flow-Rate/flowrate-6.jpg
new file mode 100644
index 0000000000..d5f65683c9
Binary files /dev/null and b/doc/images/Flow-Rate/flowrate-6.jpg differ
diff --git a/doc/images/Flow-Rate/flowrate-Bambulab-uncheck.png b/doc/images/Flow-Rate/flowrate-Bambulab-uncheck.png
new file mode 100644
index 0000000000..b362a3d689
Binary files /dev/null and b/doc/images/Flow-Rate/flowrate-Bambulab-uncheck.png differ
diff --git a/doc/images/Flow-Rate/flowrate-pass1.jpg b/doc/images/Flow-Rate/flowrate-pass1.jpg
new file mode 100644
index 0000000000..8cbe342800
Binary files /dev/null and b/doc/images/Flow-Rate/flowrate-pass1.jpg differ
diff --git a/doc/images/Flow-Rate/flowrate-pass2.jpg b/doc/images/Flow-Rate/flowrate-pass2.jpg
new file mode 100644
index 0000000000..5d4197d143
Binary files /dev/null and b/doc/images/Flow-Rate/flowrate-pass2.jpg differ
diff --git a/doc/images/InputShaping/IS_damp_menu.png b/doc/images/InputShaping/IS_damp_menu.png
index 5f8fbeb59f..bb3674826d 100644
Binary files a/doc/images/InputShaping/IS_damp_menu.png and b/doc/images/InputShaping/IS_damp_menu.png differ
diff --git a/doc/images/InputShaping/IS_freq_menu.png b/doc/images/InputShaping/IS_freq_menu.png
index df51c0787f..e4764b50bf 100644
Binary files a/doc/images/InputShaping/IS_freq_menu.png and b/doc/images/InputShaping/IS_freq_menu.png differ
diff --git a/doc/images/JunctionDeviation/jd_first_menu.png b/doc/images/JunctionDeviation/jd_first_menu.png
index 263126143b..8888e401d7 100644
Binary files a/doc/images/JunctionDeviation/jd_first_menu.png and b/doc/images/JunctionDeviation/jd_first_menu.png differ
diff --git a/doc/images/JunctionDeviation/jd_second_menu.png b/doc/images/JunctionDeviation/jd_second_menu.png
index 016b2a4aaa..683b303f16 100644
Binary files a/doc/images/JunctionDeviation/jd_second_menu.png and b/doc/images/JunctionDeviation/jd_second_menu.png differ
diff --git a/doc/images/PreciseZ/PreciseZOff.png b/doc/images/PreciseZ/PreciseZOff.png
new file mode 100644
index 0000000000..43b5d56cc6
Binary files /dev/null and b/doc/images/PreciseZ/PreciseZOff.png differ
diff --git a/doc/images/PreciseZ/PreciseZOn.png b/doc/images/PreciseZ/PreciseZOn.png
new file mode 100644
index 0000000000..861aec011c
Binary files /dev/null and b/doc/images/PreciseZ/PreciseZOn.png differ
diff --git a/doc/images/stl transformation/simplify-menu.png b/doc/images/STL-Transformation/simplify-menu.png
similarity index 100%
rename from doc/images/stl transformation/simplify-menu.png
rename to doc/images/STL-Transformation/simplify-menu.png
diff --git a/doc/images/stl transformation/stl-transformation-enable.png b/doc/images/STL-Transformation/stl-transformation-enable.png
similarity index 100%
rename from doc/images/stl transformation/stl-transformation-enable.png
rename to doc/images/STL-Transformation/stl-transformation-enable.png
diff --git a/doc/images/stl transformation/stl-transformation-params.png b/doc/images/STL-Transformation/stl-transformation-params.png
similarity index 100%
rename from doc/images/stl transformation/stl-transformation-params.png
rename to doc/images/STL-Transformation/stl-transformation-params.png
diff --git a/doc/images/stl transformation/stl-transformation-smooth-rough.png b/doc/images/STL-Transformation/stl-transformation-smooth-rough.png
similarity index 100%
rename from doc/images/stl transformation/stl-transformation-smooth-rough.png
rename to doc/images/STL-Transformation/stl-transformation-smooth-rough.png
diff --git a/doc/images/stl transformation/stl-transformation-split.png b/doc/images/STL-Transformation/stl-transformation-split.png
similarity index 100%
rename from doc/images/stl transformation/stl-transformation-split.png
rename to doc/images/STL-Transformation/stl-transformation-split.png
diff --git a/doc/images/stl transformation/stl-transformation.png b/doc/images/STL-Transformation/stl-transformation.png
similarity index 100%
rename from doc/images/stl transformation/stl-transformation.png
rename to doc/images/STL-Transformation/stl-transformation.png
diff --git a/doc/images/Temp-calib/temp-tower.jpg b/doc/images/Temp-calib/temp-tower.jpg
new file mode 100644
index 0000000000..5394d25420
Binary files /dev/null and b/doc/images/Temp-calib/temp-tower.jpg differ
diff --git a/doc/images/temp_tower_test.gif b/doc/images/Temp-calib/temp-tower_test.gif
similarity index 100%
rename from doc/images/temp_tower_test.gif
rename to doc/images/Temp-calib/temp-tower_test.gif
diff --git a/doc/images/Temp-calib/temp-tower_test_menu.png b/doc/images/Temp-calib/temp-tower_test_menu.png
new file mode 100644
index 0000000000..dfc074ebe9
Binary files /dev/null and b/doc/images/Temp-calib/temp-tower_test_menu.png differ
diff --git a/doc/images/activate_chamber_heater.png b/doc/images/activate_chamber_heater.png
deleted file mode 100644
index a482ede1bf..0000000000
Binary files a/doc/images/activate_chamber_heater.png and /dev/null differ
diff --git a/doc/images/calibration.png b/doc/images/calibration.png
index 2823664ebd..65632b2889 100644
Binary files a/doc/images/calibration.png and b/doc/images/calibration.png differ
diff --git a/doc/images/combobox.png b/doc/images/combobox.png
index 0b720e6622..ef2832cc9e 100644
Binary files a/doc/images/combobox.png and b/doc/images/combobox.png differ
diff --git a/doc/images/filament-preset.png b/doc/images/filament-preset.png
index 7ad4c1c52e..0aa6030adb 100644
Binary files a/doc/images/filament-preset.png and b/doc/images/filament-preset.png differ
diff --git a/doc/images/fill/infill-iso-2d-lattice.png b/doc/images/fill/infill-iso-2d-lattice.png
new file mode 100644
index 0000000000..12e0e83496
Binary files /dev/null and b/doc/images/fill/infill-iso-2d-lattice.png differ
diff --git a/doc/images/fill/infill-iso-3d-honeycomb.png b/doc/images/fill/infill-iso-3d-honeycomb.png
new file mode 100644
index 0000000000..67eb5e0d77
Binary files /dev/null and b/doc/images/fill/infill-iso-3d-honeycomb.png differ
diff --git a/doc/images/fill/infill-iso-adaptative-cubic.png b/doc/images/fill/infill-iso-adaptative-cubic.png
new file mode 100644
index 0000000000..4beb64c377
Binary files /dev/null and b/doc/images/fill/infill-iso-adaptative-cubic.png differ
diff --git a/doc/images/fill/infill-iso-aligned-rectilinear.png b/doc/images/fill/infill-iso-aligned-rectilinear.png
new file mode 100644
index 0000000000..e337e57353
Binary files /dev/null and b/doc/images/fill/infill-iso-aligned-rectilinear.png differ
diff --git a/doc/images/fill/infill-iso-archimedean-chords.png b/doc/images/fill/infill-iso-archimedean-chords.png
new file mode 100644
index 0000000000..6d189394dc
Binary files /dev/null and b/doc/images/fill/infill-iso-archimedean-chords.png differ
diff --git a/doc/images/fill/infill-iso-concentric.png b/doc/images/fill/infill-iso-concentric.png
new file mode 100644
index 0000000000..6886c1f7fb
Binary files /dev/null and b/doc/images/fill/infill-iso-concentric.png differ
diff --git a/doc/images/fill/infill-iso-cross-hatch.png b/doc/images/fill/infill-iso-cross-hatch.png
new file mode 100644
index 0000000000..218f2dd3e9
Binary files /dev/null and b/doc/images/fill/infill-iso-cross-hatch.png differ
diff --git a/doc/images/fill/infill-iso-cubic.png b/doc/images/fill/infill-iso-cubic.png
new file mode 100644
index 0000000000..f0b834f36b
Binary files /dev/null and b/doc/images/fill/infill-iso-cubic.png differ
diff --git a/doc/images/fill/infill-iso-grid.png b/doc/images/fill/infill-iso-grid.png
new file mode 100644
index 0000000000..bcb7757209
Binary files /dev/null and b/doc/images/fill/infill-iso-grid.png differ
diff --git a/doc/images/fill/infill-iso-gyroid.png b/doc/images/fill/infill-iso-gyroid.png
new file mode 100644
index 0000000000..601abac68a
Binary files /dev/null and b/doc/images/fill/infill-iso-gyroid.png differ
diff --git a/doc/images/fill/infill-iso-hilbert-curve.png b/doc/images/fill/infill-iso-hilbert-curve.png
new file mode 100644
index 0000000000..ffee09e220
Binary files /dev/null and b/doc/images/fill/infill-iso-hilbert-curve.png differ
diff --git a/doc/images/fill/infill-iso-honeycomb.png b/doc/images/fill/infill-iso-honeycomb.png
new file mode 100644
index 0000000000..e36b8c6002
Binary files /dev/null and b/doc/images/fill/infill-iso-honeycomb.png differ
diff --git a/doc/images/fill/infill-iso-lightning.png b/doc/images/fill/infill-iso-lightning.png
new file mode 100644
index 0000000000..7b40354b33
Binary files /dev/null and b/doc/images/fill/infill-iso-lightning.png differ
diff --git a/doc/images/fill/infill-iso-line.png b/doc/images/fill/infill-iso-line.png
new file mode 100644
index 0000000000..5ea5179eb4
Binary files /dev/null and b/doc/images/fill/infill-iso-line.png differ
diff --git a/doc/images/fill/infill-iso-octagram-spiral.png b/doc/images/fill/infill-iso-octagram-spiral.png
new file mode 100644
index 0000000000..32c185aa75
Binary files /dev/null and b/doc/images/fill/infill-iso-octagram-spiral.png differ
diff --git a/doc/images/fill/infill-iso-quarter-cubic.png b/doc/images/fill/infill-iso-quarter-cubic.png
new file mode 100644
index 0000000000..499406de54
Binary files /dev/null and b/doc/images/fill/infill-iso-quarter-cubic.png differ
diff --git a/doc/images/fill/infill-iso-rectilinear.png b/doc/images/fill/infill-iso-rectilinear.png
new file mode 100644
index 0000000000..41950f3b2a
Binary files /dev/null and b/doc/images/fill/infill-iso-rectilinear.png differ
diff --git a/doc/images/fill/infill-iso-support-cubic.png b/doc/images/fill/infill-iso-support-cubic.png
new file mode 100644
index 0000000000..c09a3c599a
Binary files /dev/null and b/doc/images/fill/infill-iso-support-cubic.png differ
diff --git a/doc/images/fill/infill-iso-tri-hexagon.png b/doc/images/fill/infill-iso-tri-hexagon.png
new file mode 100644
index 0000000000..4ac5baf9eb
Binary files /dev/null and b/doc/images/fill/infill-iso-tri-hexagon.png differ
diff --git a/doc/images/fill/infill-iso-triangles.png b/doc/images/fill/infill-iso-triangles.png
new file mode 100644
index 0000000000..005194feed
Binary files /dev/null and b/doc/images/fill/infill-iso-triangles.png differ
diff --git a/doc/images/fill/infill-top-2d-lacttice.png b/doc/images/fill/infill-top-2d-lacttice.png
new file mode 100644
index 0000000000..519d48083a
Binary files /dev/null and b/doc/images/fill/infill-top-2d-lacttice.png differ
diff --git a/doc/images/fill/infill-top-3d-honeycomb.png b/doc/images/fill/infill-top-3d-honeycomb.png
new file mode 100644
index 0000000000..1012797422
Binary files /dev/null and b/doc/images/fill/infill-top-3d-honeycomb.png differ
diff --git a/doc/images/fill/infill-top-adaptative-cubic.png b/doc/images/fill/infill-top-adaptative-cubic.png
new file mode 100644
index 0000000000..be4aa713fd
Binary files /dev/null and b/doc/images/fill/infill-top-adaptative-cubic.png differ
diff --git a/doc/images/fill/infill-top-aligned-rectilinear.png b/doc/images/fill/infill-top-aligned-rectilinear.png
new file mode 100644
index 0000000000..aef72519bc
Binary files /dev/null and b/doc/images/fill/infill-top-aligned-rectilinear.png differ
diff --git a/doc/images/fill/infill-top-archimedean-chords.png b/doc/images/fill/infill-top-archimedean-chords.png
new file mode 100644
index 0000000000..a9c1fd1d33
Binary files /dev/null and b/doc/images/fill/infill-top-archimedean-chords.png differ
diff --git a/doc/images/fill/infill-top-concentric.png b/doc/images/fill/infill-top-concentric.png
new file mode 100644
index 0000000000..3771afb438
Binary files /dev/null and b/doc/images/fill/infill-top-concentric.png differ
diff --git a/doc/images/fill/infill-top-cross-hatch.png b/doc/images/fill/infill-top-cross-hatch.png
new file mode 100644
index 0000000000..96b95e2f79
Binary files /dev/null and b/doc/images/fill/infill-top-cross-hatch.png differ
diff --git a/doc/images/fill/infill-top-cubic.png b/doc/images/fill/infill-top-cubic.png
new file mode 100644
index 0000000000..08f11ca01c
Binary files /dev/null and b/doc/images/fill/infill-top-cubic.png differ
diff --git a/doc/images/fill/infill-top-grid.png b/doc/images/fill/infill-top-grid.png
new file mode 100644
index 0000000000..b6b3460191
Binary files /dev/null and b/doc/images/fill/infill-top-grid.png differ
diff --git a/doc/images/fill/infill-top-gyroid.png b/doc/images/fill/infill-top-gyroid.png
new file mode 100644
index 0000000000..211a697767
Binary files /dev/null and b/doc/images/fill/infill-top-gyroid.png differ
diff --git a/doc/images/fill/infill-top-hilbert-curve.png b/doc/images/fill/infill-top-hilbert-curve.png
new file mode 100644
index 0000000000..86bcd58d45
Binary files /dev/null and b/doc/images/fill/infill-top-hilbert-curve.png differ
diff --git a/doc/images/fill/infill-top-honeycomb.png b/doc/images/fill/infill-top-honeycomb.png
new file mode 100644
index 0000000000..402d29b8f7
Binary files /dev/null and b/doc/images/fill/infill-top-honeycomb.png differ
diff --git a/doc/images/fill/infill-top-lightning.png b/doc/images/fill/infill-top-lightning.png
new file mode 100644
index 0000000000..e7c4a5a33d
Binary files /dev/null and b/doc/images/fill/infill-top-lightning.png differ
diff --git a/doc/images/fill/infill-top-line.png b/doc/images/fill/infill-top-line.png
new file mode 100644
index 0000000000..3aeaa82e78
Binary files /dev/null and b/doc/images/fill/infill-top-line.png differ
diff --git a/doc/images/fill/infill-top-octagram-spiral.png b/doc/images/fill/infill-top-octagram-spiral.png
new file mode 100644
index 0000000000..d384b213a6
Binary files /dev/null and b/doc/images/fill/infill-top-octagram-spiral.png differ
diff --git a/doc/images/fill/infill-top-quartered-cubic.png b/doc/images/fill/infill-top-quartered-cubic.png
new file mode 100644
index 0000000000..4d2fe6e673
Binary files /dev/null and b/doc/images/fill/infill-top-quartered-cubic.png differ
diff --git a/doc/images/fill/infill-top-rectilinear.png b/doc/images/fill/infill-top-rectilinear.png
new file mode 100644
index 0000000000..a77ce1343e
Binary files /dev/null and b/doc/images/fill/infill-top-rectilinear.png differ
diff --git a/doc/images/fill/infill-top-support-cubic.png b/doc/images/fill/infill-top-support-cubic.png
new file mode 100644
index 0000000000..8dfe1bf079
Binary files /dev/null and b/doc/images/fill/infill-top-support-cubic.png differ
diff --git a/doc/images/fill/infill-top-tri-hexagon.png b/doc/images/fill/infill-top-tri-hexagon.png
new file mode 100644
index 0000000000..43ad5b8675
Binary files /dev/null and b/doc/images/fill/infill-top-tri-hexagon.png differ
diff --git a/doc/images/fill/infill-top-triangles.png b/doc/images/fill/infill-top-triangles.png
new file mode 100644
index 0000000000..196758829b
Binary files /dev/null and b/doc/images/fill/infill-top-triangles.png differ
diff --git a/doc/images/full-sidebar.png b/doc/images/full-sidebar.png
index 316fd2e95f..2ee3f86cb1 100644
Binary files a/doc/images/full-sidebar.png and b/doc/images/full-sidebar.png differ
diff --git a/doc/images/pa/apa-expected-results.jpg b/doc/images/pa/apa-expected-results.jpg
new file mode 100644
index 0000000000..cc2a669a34
Binary files /dev/null and b/doc/images/pa/apa-expected-results.jpg differ
diff --git a/doc/images/pa/apa-expected-seam.jpg b/doc/images/pa/apa-expected-seam.jpg
new file mode 100644
index 0000000000..f16a522621
Binary files /dev/null and b/doc/images/pa/apa-expected-seam.jpg differ
diff --git a/doc/images/pa/apa-expected-solid-infill.jpg b/doc/images/pa/apa-expected-solid-infill.jpg
new file mode 100644
index 0000000000..e74a049f7d
Binary files /dev/null and b/doc/images/pa/apa-expected-solid-infill.jpg differ
diff --git a/doc/images/pa/apa-identify-optimal.jpg b/doc/images/pa/apa-identify-optimal.jpg
new file mode 100644
index 0000000000..29ccecf190
Binary files /dev/null and b/doc/images/pa/apa-identify-optimal.jpg differ
diff --git a/doc/images/pa/apa-identify-too-high.jpg b/doc/images/pa/apa-identify-too-high.jpg
new file mode 100644
index 0000000000..66a1ee9db2
Binary files /dev/null and b/doc/images/pa/apa-identify-too-high.jpg differ
diff --git a/doc/images/pa/apa-identify-too-low.jpg b/doc/images/pa/apa-identify-too-low.jpg
new file mode 100644
index 0000000000..0c7e720e91
Binary files /dev/null and b/doc/images/pa/apa-identify-too-low.jpg differ
diff --git a/doc/images/pa/apa-material-config.png b/doc/images/pa/apa-material-config.png
new file mode 100644
index 0000000000..2dfcb894e7
Binary files /dev/null and b/doc/images/pa/apa-material-config.png differ
diff --git a/doc/images/pa/apa-profile.png b/doc/images/pa/apa-profile.png
new file mode 100644
index 0000000000..a150316fb2
Binary files /dev/null and b/doc/images/pa/apa-profile.png differ
diff --git a/doc/images/pa/apa-setup-result-acceleration-jerk.png b/doc/images/pa/apa-setup-result-acceleration-jerk.png
new file mode 100644
index 0000000000..659d2dbd69
Binary files /dev/null and b/doc/images/pa/apa-setup-result-acceleration-jerk.png differ
diff --git a/doc/images/pa/apa-setup-result-speed.png b/doc/images/pa/apa-setup-result-speed.png
new file mode 100644
index 0000000000..4117c1337c
Binary files /dev/null and b/doc/images/pa/apa-setup-result-speed.png differ
diff --git a/doc/images/pa/apa-test.png b/doc/images/pa/apa-test.png
new file mode 100644
index 0000000000..5e5cf76dc6
Binary files /dev/null and b/doc/images/pa/apa-test.png differ
diff --git a/doc/images/pa/apa-test210.jpg b/doc/images/pa/apa-test210.jpg
new file mode 100644
index 0000000000..892c338c9d
Binary files /dev/null and b/doc/images/pa/apa-test210.jpg differ
diff --git a/doc/images/pa/apa-unexpected-solid-infill.jpg b/doc/images/pa/apa-unexpected-solid-infill.jpg
new file mode 100644
index 0000000000..a9ce880394
Binary files /dev/null and b/doc/images/pa/apa-unexpected-solid-infill.jpg differ
diff --git a/doc/images/pa/pa-line-0-016.jpg b/doc/images/pa/pa-line-0-016.jpg
new file mode 100644
index 0000000000..0b3f511838
Binary files /dev/null and b/doc/images/pa/pa-line-0-016.jpg differ
diff --git a/doc/images/pa/pa-line.gif b/doc/images/pa/pa-line.gif
new file mode 100644
index 0000000000..aace86d431
Binary files /dev/null and b/doc/images/pa/pa-line.gif differ
diff --git a/doc/images/pa/pa-lines.png b/doc/images/pa/pa-lines.png
new file mode 100644
index 0000000000..23c1a7a49f
Binary files /dev/null and b/doc/images/pa/pa-lines.png differ
diff --git a/doc/images/pa/pa-pattern-batch-objects.png b/doc/images/pa/pa-pattern-batch-objects.png
index aed9eab40f..d5d924d9e9 100644
Binary files a/doc/images/pa/pa-pattern-batch-objects.png and b/doc/images/pa/pa-pattern-batch-objects.png differ
diff --git a/doc/images/pa/pa-pattern-batch.png b/doc/images/pa/pa-pattern-batch.png
index 8a8fe6c18f..bdacef279b 100644
Binary files a/doc/images/pa/pa-pattern-batch.png and b/doc/images/pa/pa-pattern-batch.png differ
diff --git a/doc/images/pa/pa-pattern-general.png b/doc/images/pa/pa-pattern-general.png
new file mode 100644
index 0000000000..23c0141f55
Binary files /dev/null and b/doc/images/pa/pa-pattern-general.png differ
diff --git a/doc/images/pa/pa-pattern-single.png b/doc/images/pa/pa-pattern-single.png
index 9c45170281..e84e85c3b3 100644
Binary files a/doc/images/pa/pa-pattern-single.png and b/doc/images/pa/pa-pattern-single.png differ
diff --git a/doc/images/pa/pa-tower-measure.jpg b/doc/images/pa/pa-tower-measure.jpg
new file mode 100644
index 0000000000..d1fd3c49bc
Binary files /dev/null and b/doc/images/pa/pa-tower-measure.jpg differ
diff --git a/doc/images/pa/pa-tower.jpg b/doc/images/pa/pa-tower.jpg
new file mode 100644
index 0000000000..0a4c5b0edc
Binary files /dev/null and b/doc/images/pa/pa-tower.jpg differ
diff --git a/doc/images/printer-preset.png b/doc/images/printer-preset.png
index d4d73718a1..fc0d567c94 100644
Binary files a/doc/images/printer-preset.png and b/doc/images/printer-preset.png differ
diff --git a/doc/images/process-preset.png b/doc/images/process-preset.png
index 2a2fc53db3..02f8f3a7fd 100644
Binary files a/doc/images/process-preset.png and b/doc/images/process-preset.png differ
diff --git a/doc/images/retraction_test.gif b/doc/images/retraction/retraction_test.gif
similarity index 100%
rename from doc/images/retraction_test.gif
rename to doc/images/retraction/retraction_test.gif
diff --git a/doc/images/retraction/retraction_test_menu.png b/doc/images/retraction/retraction_test_menu.png
new file mode 100644
index 0000000000..dd2940de72
Binary files /dev/null and b/doc/images/retraction/retraction_test_menu.png differ
diff --git a/doc/images/retraction_test_print.jpg b/doc/images/retraction/retraction_test_print.jpg
similarity index 100%
rename from doc/images/retraction_test_print.jpg
rename to doc/images/retraction/retraction_test_print.jpg
diff --git a/doc/images/retraction_test_dlg.png b/doc/images/retraction_test_dlg.png
deleted file mode 100644
index 85dcfdd2c1..0000000000
Binary files a/doc/images/retraction_test_dlg.png and /dev/null differ
diff --git a/doc/images/seam/seam-aligned.png b/doc/images/seam/seam-aligned.png
new file mode 100644
index 0000000000..824950f2dd
Binary files /dev/null and b/doc/images/seam/seam-aligned.png differ
diff --git a/doc/images/seam/seam-back.png b/doc/images/seam/seam-back.png
new file mode 100644
index 0000000000..7ff54e0551
Binary files /dev/null and b/doc/images/seam/seam-back.png differ
diff --git a/doc/images/seam/seam-gap.png b/doc/images/seam/seam-gap.png
new file mode 100644
index 0000000000..fcd8a631bf
Binary files /dev/null and b/doc/images/seam/seam-gap.png differ
diff --git a/doc/images/seam/seam-nearest.png b/doc/images/seam/seam-nearest.png
new file mode 100644
index 0000000000..7691edc5c4
Binary files /dev/null and b/doc/images/seam/seam-nearest.png differ
diff --git a/doc/images/seam/seam-quality.jpg b/doc/images/seam/seam-quality.jpg
new file mode 100644
index 0000000000..2e3d76195c
Binary files /dev/null and b/doc/images/seam/seam-quality.jpg differ
diff --git a/doc/images/seam/seam-random.png b/doc/images/seam/seam-random.png
new file mode 100644
index 0000000000..daba4a2c72
Binary files /dev/null and b/doc/images/seam/seam-random.png differ
diff --git a/doc/images/seam/seam-wipe-on-loop.png b/doc/images/seam/seam-wipe-on-loop.png
new file mode 100644
index 0000000000..6b10c051fb
Binary files /dev/null and b/doc/images/seam/seam-wipe-on-loop.png differ
diff --git a/doc/images/seam/seam-wipe-on-loops-options.png b/doc/images/seam/seam-wipe-on-loops-options.png
new file mode 100644
index 0000000000..3d6c900025
Binary files /dev/null and b/doc/images/seam/seam-wipe-on-loops-options.png differ
diff --git a/doc/images/slicing_call_heirarchy.svg b/doc/images/slicing_call_heirarchy.svg
deleted file mode 100644
index 2a2ffbf847..0000000000
--- a/doc/images/slicing_call_heirarchy.svg
+++ /dev/null
@@ -1,4 +0,0 @@
-
-
-
-
\ No newline at end of file
diff --git a/doc/images/tab-popup.png b/doc/images/tab-popup.png
index e31f47dc88..8a6f032887 100644
Binary files a/doc/images/tab-popup.png and b/doc/images/tab-popup.png differ
diff --git a/doc/pellet-flow-coefficient.md b/doc/pellet-flow-coefficient.md
index 0f318b404f..a3be0bda40 100644
--- a/doc/pellet-flow-coefficient.md
+++ b/doc/pellet-flow-coefficient.md
@@ -24,4 +24,4 @@ does already with very minor adjustments.
sqrt just makes the relationship between flow_coefficient and volume linear.
higher packing density -> more material extruded by single turn -> higher pellet_flow_coefficient -> treated as if a filament of larger diameter is being used
-All other calculations remain the same for slicing.
\ No newline at end of file
+All other calculations remain the same for slicing.
diff --git a/doc/precise-z-height.md b/doc/precise-z-height.md
index f013a5d161..fa862bf922 100644
--- a/doc/precise-z-height.md
+++ b/doc/precise-z-height.md
@@ -6,4 +6,10 @@ For example, slicing a 20mm x 20mm x 20.1mm cube with a layer height of 0.2mm wo
By enabling this parameter, the layer height of the last five layers is adjusted so that the final sliced height matches the actual object height, resulting in an accurate 20.1mm (as shown in the picture).
-
+- **Precise Z Height Off**
+
+ 
+
+- **Precise Z Height On**
+
+ 
diff --git a/doc/print_settings/calibration/Calibration.md b/doc/print_settings/calibration/Calibration.md
index 0f25e2ec6d..5c4e6820cd 100644
--- a/doc/print_settings/calibration/Calibration.md
+++ b/doc/print_settings/calibration/Calibration.md
@@ -13,44 +13,44 @@ To access the calibration features, you can find them in the **Calibration** sec
The recommended order for calibration is as follows:
-1. **[Temperature](temp-calib.md)**: Start by calibrating the temperature of the nozzle and the bed. This is crucial as it affects the viscosity of the filament, which in turn influences how well it flows through the nozzle and adheres to the print bed.
+1. **[Temperature](temp-calib):** Start by calibrating the temperature of the nozzle and the bed. This is crucial as it affects the viscosity of the filament, which in turn influences how well it flows through the nozzle and adheres to the print bed.
-  +
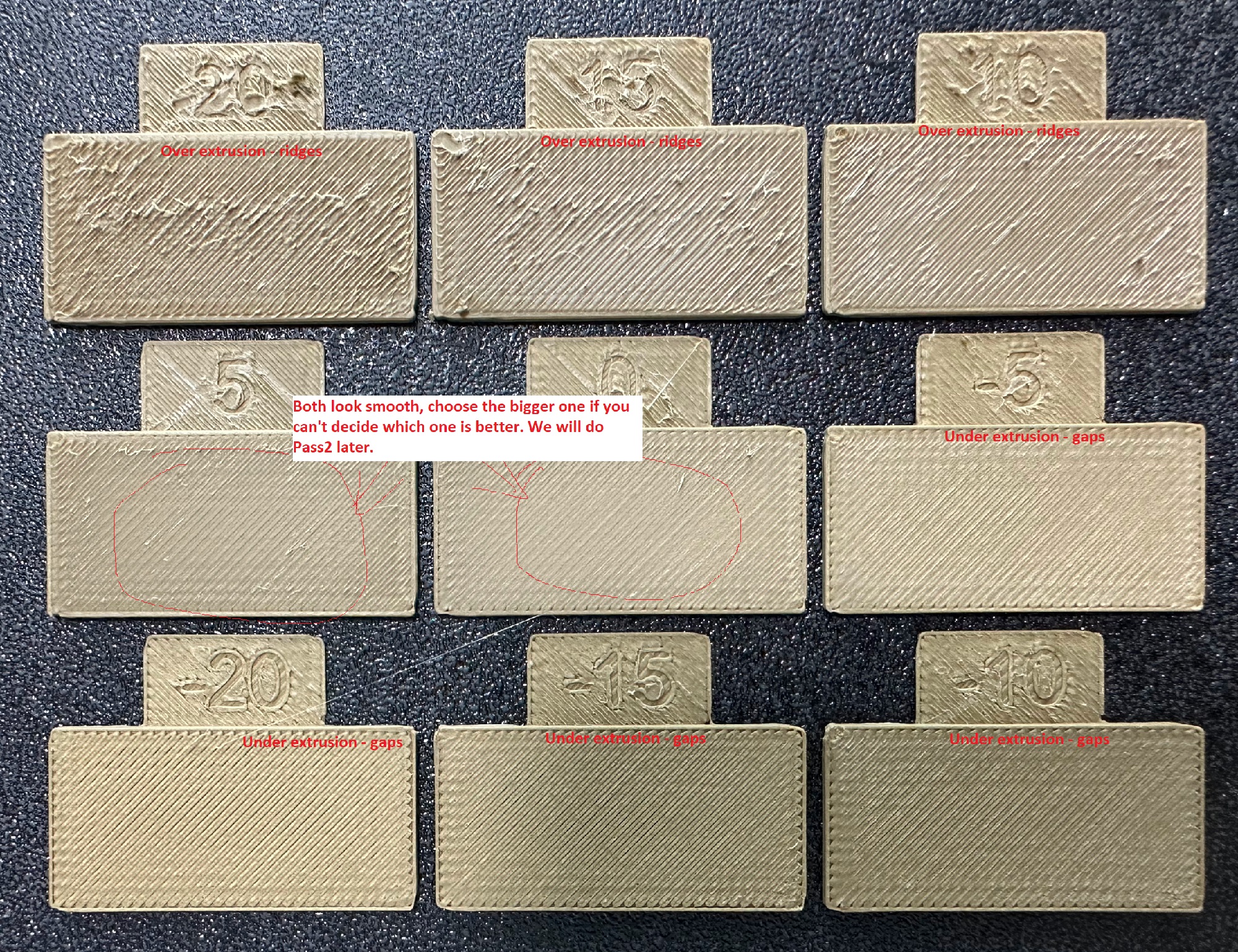
+  -2. **[Flow](flow-rate-calib.md)**: Calibrate the flow rate to ensure that the correct amount of filament is being extruded. This is important for achieving accurate dimensions and good layer adhesion.
+2. **[Flow](flow-rate-calib):** Calibrate the flow rate to ensure that the correct amount of filament is being extruded. This is important for achieving accurate dimensions and good layer adhesion.
-
-2. **[Flow](flow-rate-calib.md)**: Calibrate the flow rate to ensure that the correct amount of filament is being extruded. This is important for achieving accurate dimensions and good layer adhesion.
+2. **[Flow](flow-rate-calib):** Calibrate the flow rate to ensure that the correct amount of filament is being extruded. This is important for achieving accurate dimensions and good layer adhesion.
-  +
+  -3. **[Pressure Advance](pressure-advance-calib.md)**: Calibrate the pressure advance settings to improve print quality and reduce artifacts caused by pressure fluctuations in the nozzle.
+1. **[Pressure Advance](pressure-advance-calib):** Calibrate the pressure advance settings to improve print quality and reduce artifacts caused by pressure fluctuations in the nozzle.
- - **[Adaptative Pressure Advance](adaptive-pressure-advance-calib.md)**: This is an advanced calibration technique that can be used to further optimize the pressure advance settings for different print speeds and geometries.
+ - **[Adaptative Pressure Advance](adaptive-pressure-advance-calib):** This is an advanced calibration technique that can be used to further optimize the pressure advance settings for different print speeds and geometries.
-
-3. **[Pressure Advance](pressure-advance-calib.md)**: Calibrate the pressure advance settings to improve print quality and reduce artifacts caused by pressure fluctuations in the nozzle.
+1. **[Pressure Advance](pressure-advance-calib):** Calibrate the pressure advance settings to improve print quality and reduce artifacts caused by pressure fluctuations in the nozzle.
- - **[Adaptative Pressure Advance](adaptive-pressure-advance-calib.md)**: This is an advanced calibration technique that can be used to further optimize the pressure advance settings for different print speeds and geometries.
+ - **[Adaptative Pressure Advance](adaptive-pressure-advance-calib):** This is an advanced calibration technique that can be used to further optimize the pressure advance settings for different print speeds and geometries.
-  +
+  -4. **[Retraction](retraction-calib.md)**: Calibrate the retraction settings to minimize stringing and improve print quality. Doing this after Flow and
+2. **[Retraction](retraction-calib):** Calibrate the retraction settings to minimize stringing and improve print quality. Doing this after Flow and
-
-4. **[Retraction](retraction-calib.md)**: Calibrate the retraction settings to minimize stringing and improve print quality. Doing this after Flow and
+2. **[Retraction](retraction-calib):** Calibrate the retraction settings to minimize stringing and improve print quality. Doing this after Flow and
-  +
+  -5. **[Tolerance](tolerance-calib.md)**: Calibrate the tolerances of your printer to ensure that it can accurately reproduce the dimensions of the model being printed. This is important for achieving a good fit between parts and for ensuring that the final print meets the desired specifications.
+3. **[Tolerance](tolerance-calib):** Calibrate the tolerances of your printer to ensure that it can accurately reproduce the dimensions of the model being printed. This is important for achieving a good fit between parts and for ensuring that the final print meets the desired specifications.
-5. **[Tolerance](tolerance-calib.md)**: Calibrate the tolerances of your printer to ensure that it can accurately reproduce the dimensions of the model being printed. This is important for achieving a good fit between parts and for ensuring that the final print meets the desired specifications.
+3. **[Tolerance](tolerance-calib):** Calibrate the tolerances of your printer to ensure that it can accurately reproduce the dimensions of the model being printed. This is important for achieving a good fit between parts and for ensuring that the final print meets the desired specifications.
 -6. **[Max Volumetric Speed](volumetric-speed-calib.md)**: Calibrate the maximum volumetric speed of the filament. This is important for ensuring that the printer can handle the flow rate of the filament without causing issues such as under-extrusion or over-extrusion.
+4. **[Max Volumetric Speed](volumetric-speed-calib):** Calibrate the maximum volumetric speed of the filament. This is important for ensuring that the printer can handle the flow rate of the filament without causing issues such as under-extrusion or over-extrusion.
-6. **[Max Volumetric Speed](volumetric-speed-calib.md)**: Calibrate the maximum volumetric speed of the filament. This is important for ensuring that the printer can handle the flow rate of the filament without causing issues such as under-extrusion or over-extrusion.
+4. **[Max Volumetric Speed](volumetric-speed-calib):** Calibrate the maximum volumetric speed of the filament. This is important for ensuring that the printer can handle the flow rate of the filament without causing issues such as under-extrusion or over-extrusion.
 -7. **[Cornering](cornering-calib.md)**: Calibrate the Jerk/Junction Deviation settings to improve print quality and reduce artifacts caused by sharp corners and changes in direction.
+5. **[Cornering](cornering-calib):** Calibrate the Jerk/Junction Deviation settings to improve print quality and reduce artifacts caused by sharp corners and changes in direction.
-7. **[Cornering](cornering-calib.md)**: Calibrate the Jerk/Junction Deviation settings to improve print quality and reduce artifacts caused by sharp corners and changes in direction.
+5. **[Cornering](cornering-calib):** Calibrate the Jerk/Junction Deviation settings to improve print quality and reduce artifacts caused by sharp corners and changes in direction.
 -8. **[Input Shaping](input-shaping-calib.md)**: This is an advanced calibration technique that can be used to reduce ringing and improve print quality by compensating for mechanical vibrations in the printer.
+6. **[Input Shaping](input-shaping-calib):** This is an advanced calibration technique that can be used to reduce ringing and improve print quality by compensating for mechanical vibrations in the printer.
-8. **[Input Shaping](input-shaping-calib.md)**: This is an advanced calibration technique that can be used to reduce ringing and improve print quality by compensating for mechanical vibrations in the printer.
+6. **[Input Shaping](input-shaping-calib):** This is an advanced calibration technique that can be used to reduce ringing and improve print quality by compensating for mechanical vibrations in the printer.
 ### VFA
Vertical Fine Artifacts (VFA) are small artifacts that can occur on the surface of a 3D print, particularly in areas where there are sharp corners or changes in direction. These artifacts can be caused by a variety of factors, including mechanical vibrations, resonance, and other factors that can affect the quality of the print.
-Because of the nature of these artifacts the methods to reduce them can be mechanical such as changing motors, belts and pulleys or with advanced calibrations such as Jerk/[Juction Deviation](#junction-deviation) corrections or [Input Shaping](#input-shaping).
+Because of the nature of these artifacts the methods to reduce them can be mechanical such as changing motors, belts and pulleys or with advanced calibrations such as Jerk/[Junction Deviation](junction-deviation) corrections or [Input Shaping](input-shaping).
---
@@ -62,4 +62,4 @@ _Credits:_
- _The temp tower model is remixed from [Smart compact temperature calibration tower](https://www.thingiverse.com/thing:2729076)._
- _The max flowrate test was inspired by Stefan (CNC Kitchen), and the model used in the test is a remix of his [Extrusion Test Structure](https://www.printables.com/model/342075-extrusion-test-structure)._
- _ZV Input Shaping is inspired by [Marlin Input Shaping](https://marlinfw.org/docs/features/input_shaping.html) and [Ringing Tower 3D STL](https://marlinfw.org/assets/stl/ringing_tower.stl)._
-- _ChatGPT_ ;)
\ No newline at end of file
+- _ChatGPT_ ;)
diff --git a/doc/print_settings/calibration/adaptive-pressure-advance-calib.md b/doc/print_settings/calibration/adaptive-pressure-advance-calib.md
index 1bf5b7d539..aa5add89e1 100644
--- a/doc/print_settings/calibration/adaptive-pressure-advance-calib.md
+++ b/doc/print_settings/calibration/adaptive-pressure-advance-calib.md
@@ -1,6 +1,6 @@
# Adaptive Pressure Advance
-This feature aims to dynamically adjust the printer’s pressure advance to better match the conditions the toolhead is facing during a print. Specifically, to more closely align to the ideal values as flow rate, acceleration, and bridges are encountered.
+This feature aims to dynamically adjust the printer’s pressure advance to better match the conditions the toolhead is facing during a print. Specifically, to more closely align to the ideal values as flow rate, acceleration, and bridges are encountered.
This wiki page aims to explain how this feature works, the prerequisites required to get the most out of it as well as how to calibrate it and set it up.
## Settings Overview
@@ -13,7 +13,7 @@ This feature introduces the below options under the filament settings:
4. **Adaptive pressure advance measurements:** This field contains the calibration values used to generate the pressure advance profile for the nozzle/printer. Input sets of pressure advance (PA) values and the corresponding volumetric flow speeds and accelerations they were measured at, separated by a comma. Add one set of values per line. More information on how to calibrate the model follows in the sections below.
5. **Pressure advance:** The old field is still needed and is required to be populated with a PA value. A “good enough” median PA value should be entered here, as this will act as a fallback value when performing tool changes, printing a purge/wipe tower for multi-color prints as well as a fallback in case the model fails to identify an appropriate value (unlikely but it’s the ultimate backstop).
-
### VFA
Vertical Fine Artifacts (VFA) are small artifacts that can occur on the surface of a 3D print, particularly in areas where there are sharp corners or changes in direction. These artifacts can be caused by a variety of factors, including mechanical vibrations, resonance, and other factors that can affect the quality of the print.
-Because of the nature of these artifacts the methods to reduce them can be mechanical such as changing motors, belts and pulleys or with advanced calibrations such as Jerk/[Juction Deviation](#junction-deviation) corrections or [Input Shaping](#input-shaping).
+Because of the nature of these artifacts the methods to reduce them can be mechanical such as changing motors, belts and pulleys or with advanced calibrations such as Jerk/[Junction Deviation](junction-deviation) corrections or [Input Shaping](input-shaping).
---
@@ -62,4 +62,4 @@ _Credits:_
- _The temp tower model is remixed from [Smart compact temperature calibration tower](https://www.thingiverse.com/thing:2729076)._
- _The max flowrate test was inspired by Stefan (CNC Kitchen), and the model used in the test is a remix of his [Extrusion Test Structure](https://www.printables.com/model/342075-extrusion-test-structure)._
- _ZV Input Shaping is inspired by [Marlin Input Shaping](https://marlinfw.org/docs/features/input_shaping.html) and [Ringing Tower 3D STL](https://marlinfw.org/assets/stl/ringing_tower.stl)._
-- _ChatGPT_ ;)
\ No newline at end of file
+- _ChatGPT_ ;)
diff --git a/doc/print_settings/calibration/adaptive-pressure-advance-calib.md b/doc/print_settings/calibration/adaptive-pressure-advance-calib.md
index 1bf5b7d539..aa5add89e1 100644
--- a/doc/print_settings/calibration/adaptive-pressure-advance-calib.md
+++ b/doc/print_settings/calibration/adaptive-pressure-advance-calib.md
@@ -1,6 +1,6 @@
# Adaptive Pressure Advance
-This feature aims to dynamically adjust the printer’s pressure advance to better match the conditions the toolhead is facing during a print. Specifically, to more closely align to the ideal values as flow rate, acceleration, and bridges are encountered.
+This feature aims to dynamically adjust the printer’s pressure advance to better match the conditions the toolhead is facing during a print. Specifically, to more closely align to the ideal values as flow rate, acceleration, and bridges are encountered.
This wiki page aims to explain how this feature works, the prerequisites required to get the most out of it as well as how to calibrate it and set it up.
## Settings Overview
@@ -13,7 +13,7 @@ This feature introduces the below options under the filament settings:
4. **Adaptive pressure advance measurements:** This field contains the calibration values used to generate the pressure advance profile for the nozzle/printer. Input sets of pressure advance (PA) values and the corresponding volumetric flow speeds and accelerations they were measured at, separated by a comma. Add one set of values per line. More information on how to calibrate the model follows in the sections below.
5. **Pressure advance:** The old field is still needed and is required to be populated with a PA value. A “good enough” median PA value should be entered here, as this will act as a fallback value when performing tool changes, printing a purge/wipe tower for multi-color prints as well as a fallback in case the model fails to identify an appropriate value (unlikely but it’s the ultimate backstop).
-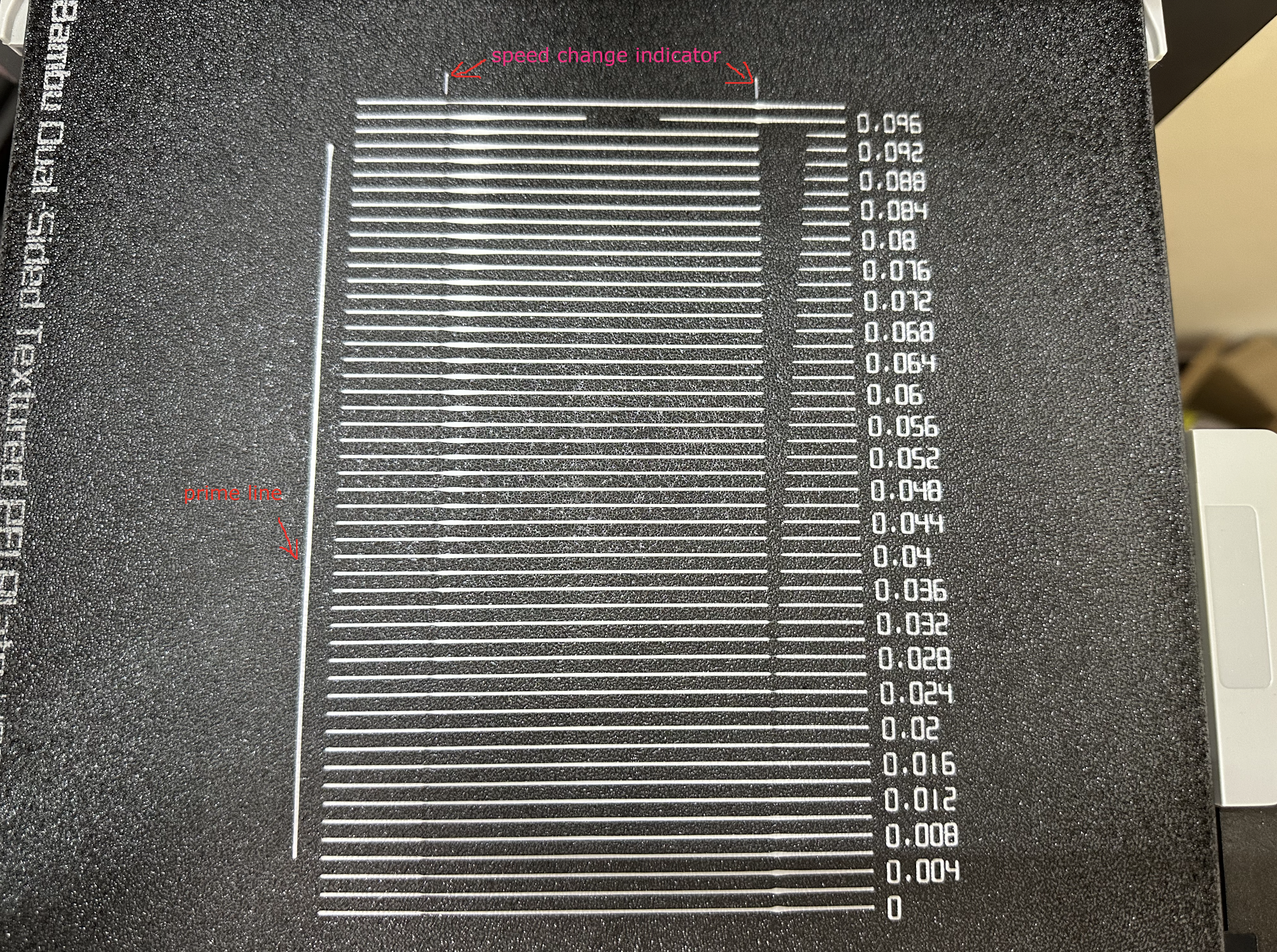 + 
- 
+ 
+
+ 

+
## Pattern method
The pattern method is adapted from [Andrew Ellis' pattern method generator](https://ellis3dp.com/Pressure_Linear_Advance_Tool/), which was itself derived from the [Marlin pattern method](https://marlinfw.org/tools/lin_advance/k-factor.html) developed by [Sineos](https://github.com/Sineos/k-factorjs).
@@ -45,7 +47,7 @@ Test configuration window allow user to generate one or more tests in a single p
Once test generated, one or more small rectangular prisms could be found on the plate, one for each test case. This object serves a few purposes:
-1. The test pattern itself is added in as custom G-Code at each layer, same as you could do by hand actually. The rectangular prism gives us the layers in which to insert that G-Code. This also means that **you'll see the full test pattern when you move to the Preview pane**:
+1. The test pattern itself is added in as custom G-Code at each layer, same as you could do by hand actually. The rectangular prism gives us the layers in which to insert that G-Code. This also means that **you'll see the full test pattern when you move to the Preview pane:**

@@ -69,8 +71,8 @@ The PA value for this test will be increased by 0.002 for every 1 mm increase in
1. Select the printer, filament, and process you would like to use for the test.
2. Examine each corner of the print and mark the height that yields the best overall result.
3. I selected a height of 8 mm for this case, so the pressure advance value should be calculated as `PressureAdvanceStart+(PressureAdvanceStep x measured)` example: `0+(0.002 x 8) = 0.016`.
- 
- 
+ 
+ 
> [!TIP]
-> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
\ No newline at end of file
+> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
diff --git a/doc/print_settings/calibration/retraction-calib.md b/doc/print_settings/calibration/retraction-calib.md
index 75b8eb69ef..7ec32ac40f 100644
--- a/doc/print_settings/calibration/retraction-calib.md
+++ b/doc/print_settings/calibration/retraction-calib.md
@@ -4,17 +4,17 @@ Retraction is the process of pulling the filament back into the nozzle to preven
This test generates a retraction tower automatically. The retraction tower is a vertical structure with multiple notches, each printed at a different retraction length. After the print is complete, we can examine each section of the tower to determine the optimal retraction length for the filament. The optimal retraction length is the shortest one that produces the cleanest tower.
-
+
-
+
In the dialog, you can select the start and end retraction length, as well as the retraction length increment step. The default values are 0mm for the start retraction length, 2mm for the end retraction length, and 0.1mm for the step. These values are suitable for most direct drive extruders. However, for Bowden extruders, you may want to increase the start and end retraction lengths to 1mm and 6mm, respectively, and set the step to 0.2mm.
-
+
> [!NOTE]
> When testing filaments such as PLA or ABS that have minimal oozing, the retraction settings can be highly effective. You may find that the retraction tower appears clean right from the start. In such situations, setting the retraction length to 0.2mm - 0.4mm using Orca Slicer should suffice.
> On the other hand, if there is still a lot of stringing at the top of the tower, it is recommended to dry your filament and ensure that your nozzle is properly installed without any leaks.
> [!TIP]
-> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
\ No newline at end of file
+> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
diff --git a/doc/print_settings/calibration/temp-calib.md b/doc/print_settings/calibration/temp-calib.md
index 83f98200e4..084a0bd31b 100644
--- a/doc/print_settings/calibration/temp-calib.md
+++ b/doc/print_settings/calibration/temp-calib.md
@@ -7,11 +7,13 @@ There is no other calibration that can have such a big impact on the print quali
Nozzle temperature is one of the most important settings to calibrate for a successful print. The temperature of the nozzle affects the viscosity of the filament, which in turn affects how well it flows through the nozzle and adheres to the print bed. If the temperature is too low, the filament may not flow properly, leading to under-extrusion, poor layer adhesion and stringing. If the temperature is too high, the filament may degrade, over-extrude and produce stringing.
-
+
+
+
Temp tower is a straightforward test. The temp tower is a vertical tower with multiple blocks, each printed at a different temperature. Once the print is complete, we can examine each block of the tower and determine the optimal temperature for the filament. The optimal temperature is the one that produces the highest quality print with the least amount of issues, such as stringing, layer adhesion, warping (overhang), and bridging.
-
+
## Bed temperature
@@ -26,4 +28,4 @@ Chamber temperature can affect the print quality, especially for high-temperatur
See: [Chamber temperature printer settings](Chamber-temperature)
> [!NOTE]
-> Low temperature Filaments like PLA can clog the nozzle if the chamber temperature is too high.
\ No newline at end of file
+> Low temperature Filaments like PLA can clog the nozzle if the chamber temperature is too high.
diff --git a/doc/print_settings/calibration/tolerance-calib.md b/doc/print_settings/calibration/tolerance-calib.md
index 3cb440ea25..a96e71dc4f 100644
--- a/doc/print_settings/calibration/tolerance-calib.md
+++ b/doc/print_settings/calibration/tolerance-calib.md
@@ -28,4 +28,4 @@ You can check the tolerance using either an M6 Allen key or the included printed
Use calipers to measure both the holes and the inner tester. Based on your results, you can fine-tune the X-Y hole compensation and X-Y contour compensation settings. Repeat the process until you achieve the desired precision.

-
\ No newline at end of file
+
diff --git a/doc/print_settings/calibration/volumetric-speed-calib.md b/doc/print_settings/calibration/volumetric-speed-calib.md
index ec66ea811d..e904e3e50c 100644
--- a/doc/print_settings/calibration/volumetric-speed-calib.md
+++ b/doc/print_settings/calibration/volumetric-speed-calib.md
@@ -20,4 +20,4 @@ You can also return to OrcaSlicer in the "Preview" tab, make sure the color sche
> You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.
> [!TIP]
-> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
\ No newline at end of file
+> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
diff --git a/doc/print_settings/quality/quality_settings_layer_height.md b/doc/print_settings/quality/quality_settings_layer_height.md
index c645c71100..acdf4effdd 100644
--- a/doc/print_settings/quality/quality_settings_layer_height.md
+++ b/doc/print_settings/quality/quality_settings_layer_height.md
@@ -16,4 +16,4 @@ This setting controls how tall the first layer of the print will be. Typically,
### Tip:
-A thicker first layer is more forgiving to slight variations to the evenness of the build surface, resulting in a more uniform, visually, first layer. Set it to 0.25mm for a 0.4mm nozzle, for example, if your build surface is uneven or your printer has a slightly inconsistent z offset between print runs. However, as a rule of thumb, try not to exceed 65% of the nozzle width so as to not compromise bed adhesion too much.
\ No newline at end of file
+A thicker first layer is more forgiving to slight variations to the evenness of the build surface, resulting in a more uniform, visually, first layer. Set it to 0.25mm for a 0.4mm nozzle, for example, if your build surface is uneven or your printer has a slightly inconsistent z offset between print runs. However, as a rule of thumb, try not to exceed 65% of the nozzle width so as to not compromise bed adhesion too much.
diff --git a/doc/print_settings/quality/quality_settings_line_width.md b/doc/print_settings/quality/quality_settings_line_width.md
index 37d1d0c26d..9c50d9d8a2 100644
--- a/doc/print_settings/quality/quality_settings_line_width.md
+++ b/doc/print_settings/quality/quality_settings_line_width.md
@@ -2,21 +2,21 @@
These settings control how wide the extruded lines are.
-- **Default**: The default line width in mm or as a percentage of the nozzle size.
+- **Default:** The default line width in mm or as a percentage of the nozzle size.
-- **First Layer**: The line width of the first layer. Typically, this is wider than the rest of the print, to promote better bed adhesion. See tips below for why.
+- **First Layer:** The line width of the first layer. Typically, this is wider than the rest of the print, to promote better bed adhesion. See tips below for why.
-- **Outer Wall**: The line width in mm or as a percentage of the nozzle size used when printing the model’s external wall perimeters.
+- **Outer Wall:** The line width in mm or as a percentage of the nozzle size used when printing the model’s external wall perimeters.
-- **Inner Wall**: The line width in mm or as a percentage of the nozzle size used when printing the model’s internal wall perimeters.
+- **Inner Wall:** The line width in mm or as a percentage of the nozzle size used when printing the model’s internal wall perimeters.
-- **Top Surface**: The line width in mm or as a percentage of the nozzle size used when printing the model’s top surface.
+- **Top Surface:** The line width in mm or as a percentage of the nozzle size used when printing the model’s top surface.
-- **Sparse Infill**: The line width in mm or as a percentage of the nozzle size used when printing the model’s sparse infill.
+- **Sparse Infill:** The line width in mm or as a percentage of the nozzle size used when printing the model’s sparse infill.
-- **Internal Solid Infill**: The line width in mm or as a percentage of the nozzle size used when printing the model’s internal solid infill.
+- **Internal Solid Infill:** The line width in mm or as a percentage of the nozzle size used when printing the model’s internal solid infill.
-- **Support**: The line width in mm or as a percentage of the nozzle size used when printing the model’s support structures.
+- **Support:** The line width in mm or as a percentage of the nozzle size used when printing the model’s support structures.
## Tips:
@@ -40,4 +40,4 @@ These settings control how wide the extruded lines are.
10. **For supports, using 100% or less line width will make the supports weaker** by reducing their layer adhesion, making them easier to remove.
-11. **If your printer is limited mechanically, try to maintain the material flow as consistent as possible between critical features of your model**, to ease the load on the extruder having to adapt its flow between them. This is especially useful for printers that do not use pressure advance/linear advance and if your extruder is not as capable mechanically. You can do that by adjusting the line widths and speeds to reduce the variation between critical features (e.g., external and internal wall flow). For example, print them at the same speed and the same line width, or print the external perimeter slightly wider and slightly slower than the internal perimeter. Material flow can be visualized in the sliced model – flow drop down.
\ No newline at end of file
+11. **If your printer is limited mechanically, try to maintain the material flow as consistent as possible between critical features of your model**, to ease the load on the extruder having to adapt its flow between them. This is especially useful for printers that do not use pressure advance/linear advance and if your extruder is not as capable mechanically. You can do that by adjusting the line widths and speeds to reduce the variation between critical features (e.g., external and internal wall flow). For example, print them at the same speed and the same line width, or print the external perimeter slightly wider and slightly slower than the internal perimeter. Material flow can be visualized in the sliced model – flow drop down.
diff --git a/doc/print_settings/quality/quality_settings_seam.md b/doc/print_settings/quality/quality_settings_seam.md
index 3dc983aae7..605c1fdf79 100644
--- a/doc/print_settings/quality/quality_settings_seam.md
+++ b/doc/print_settings/quality/quality_settings_seam.md
@@ -2,28 +2,74 @@
Unless printed in spiral vase mode, every layer needs to begin somewhere and end somewhere. That start and end of the extrusion is what results in what visually looks like a seam on the perimeters. This section contains options to control the visual appearance of a seam.
-- **Seam Position**: Controls the placement of the seam.
+## Seam Position
- 1. **Aligned**: Will attempt to align the seam to a hidden internal facet of the model.
- 2. **Nearest**: Will place the seam at the nearest starting point compared to where the nozzle stopped printing in the previous layer.
- 3. **Back**: Will align the seam in a (mostly) straight line at the rear of the model.
- 4. **Random**: Will randomize the placement of the seam between layers.
+Controlling the position of seams can help improve the appearance and strength of the final print.
- Typically, aligned or back work the best, especially in combination with seam painting. However, as seams create weak points and slight surface "bulges" or "divots," random seam placement may be optimal for parts that need higher strength as that weak point is spread to different locations between layers (e.g., a pin meant to fit through a hole).
+Typically, aligned or back work the best, especially in combination with seam painting. However, as seams create weak points and slight surface "bulges" or "divots", random seam placement may be optimal for parts that need higher strength as that weak point is spread to different locations between layers (e.g., a pin meant to fit through a hole).
-- **Staggered Inner Seams**: As the seam location forms a weak point in the print (it's a discontinuity in the extrusion process after all!), staggering the seam on the internal perimeters can help reduce stress points. This setting moves the start of the internal wall's seam around across layers as well as away from the external perimeter seam. This way, the internal and external seams don't all align at the same point and between them across layers, distributing those weak points further away from the seam location, hence making the part stronger. It can also help improve the water tightness of your model.
+### Aligned
-- **Seam Gap**: Controls the gap in mm or as a percentage of the nozzle size between the two ends of a loop starting and ending with a seam. A larger gap will reduce the bulging seen at the seam. A smaller gap reduces the visual appearance of a seam. For a well-tuned printer with pressure advance, a value of 0-15% is typically optimal.
+Will attempt to align the seam to a hidden internal facet of the model.
-- **Scarf Seam**: Read more here: [Better Seams - An Orca Slicer Guide](https://www.printables.com/model/783313-better-seams-an-orca-slicer-guide-to-using-scarf-s).
+
-- **Role-Based Wipe Speed**: Controls the speed of a wipe motion, i.e., how fast the nozzle will move over a printed area to "clean" it before traveling to another area of the model. It is recommended to turn this option on, to ensure the nozzle performs the wipe motion with the same speed that the feature was printed with.
+### Nearest
-- **Wipe Speed**: If role-based wipe speed is disabled, set this field to the absolute wipe speed or as a percentage over the travel speed.
+Will place the seam at the nearest starting point compared to where the nozzle stopped printing in the previous layer.
+This is optimized for speed, low travel, and acceptable strength.
-- **Wipe on Loops**: When finishing printing a "loop" (i.e., an extrusion that starts and ends at the same point), move the nozzle slightly inwards towards the part. That move aims to reduce seam unevenness by tucking in the end of the seam to the part. It also slightly cleans the nozzle before traveling to the next area of the model, reducing stringing.
+
-- **Wipe Before External Perimeters**: To minimize the visibility of potential over-extrusion at the start of an external perimeter, the de-retraction move is performed slightly on the inside of the model and, hence, the start of the external perimeter. That way, any potential over-extrusion is hidden from the outside surface.
+### Back
+
+This option places the seam on the back side (Min Y point in that layer) of the object, away from the view. It is useful for objects that will be displayed with a specific orientation.
+
+
+
+### Random
+
+This option places the seam randomly across the object, which can help to distribute the seam points and increase the overall strength of the print.
+
+
+
+## Modifiers
+
+### Staggered inner seams
+
+As the seam location forms a weak point in the print (it's a discontinuity in the extrusion process after all!), staggering the seam on the internal perimeters can help reduce stress points. This setting moves the start of the internal wall's seam around across layers as well as away from the external perimeter seam. This way, the internal and external seams don't all align at the same point and between them across layers, distributing those weak points further away from the seam location, hence making the part stronger. It can also help improve the water tightness of your model.
+
+### Seam gap
+
+Controls the gap in mm or as a percentage of the nozzle size between the two ends of a loop starting and ending with a seam. A larger gap will reduce the bulging seen at the seam. A smaller gap reduces the visual appearance of a seam. For a well-tuned printer with pressure advance, a value of 0-15% is typically optimal.
+
+
+
+### Scarf joint seam
+
+Read more here: [Better Seams - An Orca Slicer Guide](https://www.printables.com/model/783313-better-seams-an-orca-slicer-guide-to-using-scarf-s).
+
+### Role-based wipe speed
+
+Controls the speed of a wipe motion, i.e., how fast the nozzle will move over a printed area to "clean" it before traveling to another area of the model. It is recommended to turn this option on, to ensure the nozzle performs the wipe motion with the same speed that the feature was printed with.
+
+### Wipe speed
+
+If role-based wipe speed is disabled, set this field to the absolute wipe speed or as a percentage over the travel speed.
+
+### Wipe on loop(inward movement)
+
+When finishing printing a "loop" (i.e., an extrusion that starts and ends at the same point), move the nozzle slightly inwards towards the part. That move aims to reduce seam unevenness by tucking in the end of the seam to the part. It also slightly cleans the nozzle before traveling to the next area of the model, reducing stringing.
+
+
+
+
+
+
+
+### Wipe Before External
+
+To minimize the visibility of potential over-extrusion at the start of an external perimeter, the de-retraction move is performed slightly on the inside of the model and, hence, the start of the external perimeter. That way, any potential over-extrusion is hidden from the outside surface.
This is useful when printing with Outer/Inner or Inner/Outer/Inner wall print order, as in these modes, it is more likely an external perimeter is printed immediately after a de-retraction move, which would cause slight extrusion variance at the start of a seam.
@@ -31,8 +77,8 @@ Unless printed in spiral vase mode, every layer needs to begin somewhere and end
With seams being inevitable when 3D printing using FFF, there are two distinct approaches on how to deal with them:
-1. **Try and hide the seam as much as possible**: This can be done by enabling scarf seam, which works very well, especially with simple models with limited overhang regions.
-2. **Try and make the seam as "clean" and "distinct" as possible**: This can be done by tuning the seam gap and enabling role-based wipe speed, wipe on loops, and wipe before the external loop.
+1. **Try and hide the seam as much as possible:** This can be done by enabling scarf seam, which works very well, especially with simple models with limited overhang regions.
+2. **Try and make the seam as "clean" and "distinct" as possible:** This can be done by tuning the seam gap and enabling role-based wipe speed, wipe on loops, and wipe before the external loop.
## Troubleshooting Seam Performance:
@@ -45,7 +91,7 @@ There are several factors that influence how clean the seam of your model is, wi
However, due to mechanical and material tolerances, as well as the very nature of 3D printing with FFF, that is not always possible. Hopefully with some tuning you'll be able to achieve prints like this!
-
+
### Troubleshooting the Start of a Seam:
@@ -83,4 +129,4 @@ Finally, the techniques of **wiping can help improve the visual continuity and c
The order of wall printing plays a significant role in the appearance of a seam. **Starting to print the external perimeter first after a long travel move will always result in more visible artifacts compared to printing the internal perimeters first and traveling just a few mm to print the external perimeter.**
-For optimal seam performance, printing with **inner-outer-inner wall order is typically best, followed by inner-outer**. It reduces the amount of traveling performed prior to printing the external perimeter and ensures the nozzle is having as consistent pressure as possible, compared to printing outer-inner.
\ No newline at end of file
+For optimal seam performance, printing with **inner-outer-inner wall order is typically best, followed by inner-outer**. It reduces the amount of traveling performed prior to printing the external perimeter and ensures the nozzle is having as consistent pressure as possible, compared to printing outer-inner.
diff --git a/doc/semm.md b/doc/semm.md
index 9081d3cb8f..a5e22f3584 100644
--- a/doc/semm.md
+++ b/doc/semm.md
@@ -16,4 +16,4 @@ Ramming is a technique used to push the filament through the nozzle to ensure th
## Manual filament change
Manual filament change is a feature that allows the user to change the filament during the print. This can be useful for multi-material prints or when changing colors. The user can specify the position and timing of the filament change, as well as the speed and distance of the ramming process.
-WIP...
\ No newline at end of file
+WIP...
diff --git a/doc/stl-transformation.md b/doc/stl-transformation.md
index 41467f12ae..7a1ea7ec39 100644
--- a/doc/stl-transformation.md
+++ b/doc/stl-transformation.md
@@ -5,7 +5,7 @@ OrcaSlicer primarily relies on STL meshes for slicing, but STL files may come wi
Typically, STL files feature a low polygon count, which can adversely affect print quality.
In contrast, using STEP files offers a higher-quality mesh that more accurately represents the original design. However, be aware that both high-polygon STL and STEP files can increase slicing time.
-
+
## Importing STEP files
@@ -13,30 +13,30 @@ This setting determines how STEP files are converted into STL files and is displ
If you don't see this when opening a STEP file, check [Don't show again](#Don't-show-again) below.
-
+
### Parameters:
The transformation uses [Linear Deflection and Angular Deflection](https://dev.opencascade.org/doc/overview/html/occt_user_guides__mesh.html) parameters to control the mesh quality.
A finer mesh will result in a more accurate representation of the original surface, but it will also increase the file size and processing time.
-
+
-- **Linear Deflection**: Specifies the maximum distance allowed between the original surface and its polygonal approximation. Lower values produce a mesh that more accurately follows the original curvature.
-- **Angular Deflection**: Defines the maximum allowable angle difference between the actual surface and its tessellated counterpart. Smaller angular deflection values yield a more precise mesh.
+- **Linear Deflection:** Specifies the maximum distance allowed between the original surface and its polygonal approximation. Lower values produce a mesh that more accurately follows the original curvature.
+- **Angular Deflection:** Defines the maximum allowable angle difference between the actual surface and its tessellated counterpart. Smaller angular deflection values yield a more precise mesh.
#### Split compound and compsolid into multiple objects:
Enabling this option will split the imported 3D file into separate objects. This is especially useful for adjusting individual object positions, tweaking print settings, or optimizing the model through simplification.
-
+
#### Don't show again
This option will hide the STL transformation dialog when opening a STEP file.
To restore the dialog, go to "Preferences" (Ctrl + P) > "Show the STEP mesh parameter setting dialog".
-
+
## Simplify model
@@ -46,11 +46,11 @@ This function is especially useful for improving the performance of the slicer o
To access the Simplify Model option, right-click on the object to simplify in the "Prepare" menu.
-
+
It is recommended to enable the "Show Wireframe" option when running a simplification process to visually inspect the outcome. However, be cautious: overly aggressive simplification may lead to noticeable detail loss, increased ringing, or other printing issues.
### You can Simplify your model using the following options:
- **Detail Level:** Control the level of detail in the simplified model by choosing from five preset options. This setting allows for a balance between mesh fidelity and performance.
-- **Decimate Ratio:** Adjust the ratio between the original model's polygon count and that of the simplified model. For instance, a decimate ratio of 0.5 will yield a model with approximately half the original number of polygons.
\ No newline at end of file
+- **Decimate Ratio:** Adjust the ratio between the original model's polygon count and that of the simplified model. For instance, a decimate ratio of 0.5 will yield a model with approximately half the original number of polygons.
diff --git a/src/slic3r/GUI/Tab.cpp b/src/slic3r/GUI/Tab.cpp
index 7655c52496..e566b15f00 100644
--- a/src/slic3r/GUI/Tab.cpp
+++ b/src/slic3r/GUI/Tab.cpp
@@ -2056,17 +2056,17 @@ void TabPrint::build()
optgroup->append_single_option_line("seam_position", "quality_settings_seam");
optgroup->append_single_option_line("staggered_inner_seams", "quality_settings_seam");
optgroup->append_single_option_line("seam_gap","quality_settings_seam");
- optgroup->append_single_option_line("seam_slope_type", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_conditional", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("scarf_angle_threshold", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("scarf_overhang_threshold", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("scarf_joint_speed", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_start_height", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_entire_loop", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_min_length", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_steps", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("scarf_joint_flow_ratio", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_inner_walls", "seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_type", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_conditional", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("scarf_angle_threshold", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("scarf_overhang_threshold", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("scarf_joint_speed", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_start_height", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_entire_loop", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_min_length", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_steps", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("scarf_joint_flow_ratio", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_inner_walls", "quality_settings_seam#scarf-joint-seam");
optgroup->append_single_option_line("role_based_wipe_speed","quality_settings_seam");
optgroup->append_single_option_line("wipe_speed", "quality_settings_seam");
optgroup->append_single_option_line("wipe_on_loops","quality_settings_seam");
+ 
- 
+ 
+
+ 

+
## Pattern method
The pattern method is adapted from [Andrew Ellis' pattern method generator](https://ellis3dp.com/Pressure_Linear_Advance_Tool/), which was itself derived from the [Marlin pattern method](https://marlinfw.org/tools/lin_advance/k-factor.html) developed by [Sineos](https://github.com/Sineos/k-factorjs).
@@ -45,7 +47,7 @@ Test configuration window allow user to generate one or more tests in a single p
Once test generated, one or more small rectangular prisms could be found on the plate, one for each test case. This object serves a few purposes:
-1. The test pattern itself is added in as custom G-Code at each layer, same as you could do by hand actually. The rectangular prism gives us the layers in which to insert that G-Code. This also means that **you'll see the full test pattern when you move to the Preview pane**:
+1. The test pattern itself is added in as custom G-Code at each layer, same as you could do by hand actually. The rectangular prism gives us the layers in which to insert that G-Code. This also means that **you'll see the full test pattern when you move to the Preview pane:**

@@ -69,8 +71,8 @@ The PA value for this test will be increased by 0.002 for every 1 mm increase in
1. Select the printer, filament, and process you would like to use for the test.
2. Examine each corner of the print and mark the height that yields the best overall result.
3. I selected a height of 8 mm for this case, so the pressure advance value should be calculated as `PressureAdvanceStart+(PressureAdvanceStep x measured)` example: `0+(0.002 x 8) = 0.016`.
- 
- 
+ 
+ 
> [!TIP]
-> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
\ No newline at end of file
+> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
diff --git a/doc/print_settings/calibration/retraction-calib.md b/doc/print_settings/calibration/retraction-calib.md
index 75b8eb69ef..7ec32ac40f 100644
--- a/doc/print_settings/calibration/retraction-calib.md
+++ b/doc/print_settings/calibration/retraction-calib.md
@@ -4,17 +4,17 @@ Retraction is the process of pulling the filament back into the nozzle to preven
This test generates a retraction tower automatically. The retraction tower is a vertical structure with multiple notches, each printed at a different retraction length. After the print is complete, we can examine each section of the tower to determine the optimal retraction length for the filament. The optimal retraction length is the shortest one that produces the cleanest tower.
-
+
-
+
In the dialog, you can select the start and end retraction length, as well as the retraction length increment step. The default values are 0mm for the start retraction length, 2mm for the end retraction length, and 0.1mm for the step. These values are suitable for most direct drive extruders. However, for Bowden extruders, you may want to increase the start and end retraction lengths to 1mm and 6mm, respectively, and set the step to 0.2mm.
-
+
> [!NOTE]
> When testing filaments such as PLA or ABS that have minimal oozing, the retraction settings can be highly effective. You may find that the retraction tower appears clean right from the start. In such situations, setting the retraction length to 0.2mm - 0.4mm using Orca Slicer should suffice.
> On the other hand, if there is still a lot of stringing at the top of the tower, it is recommended to dry your filament and ensure that your nozzle is properly installed without any leaks.
> [!TIP]
-> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
\ No newline at end of file
+> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
diff --git a/doc/print_settings/calibration/temp-calib.md b/doc/print_settings/calibration/temp-calib.md
index 83f98200e4..084a0bd31b 100644
--- a/doc/print_settings/calibration/temp-calib.md
+++ b/doc/print_settings/calibration/temp-calib.md
@@ -7,11 +7,13 @@ There is no other calibration that can have such a big impact on the print quali
Nozzle temperature is one of the most important settings to calibrate for a successful print. The temperature of the nozzle affects the viscosity of the filament, which in turn affects how well it flows through the nozzle and adheres to the print bed. If the temperature is too low, the filament may not flow properly, leading to under-extrusion, poor layer adhesion and stringing. If the temperature is too high, the filament may degrade, over-extrude and produce stringing.
-
+
+
+
Temp tower is a straightforward test. The temp tower is a vertical tower with multiple blocks, each printed at a different temperature. Once the print is complete, we can examine each block of the tower and determine the optimal temperature for the filament. The optimal temperature is the one that produces the highest quality print with the least amount of issues, such as stringing, layer adhesion, warping (overhang), and bridging.
-
+
## Bed temperature
@@ -26,4 +28,4 @@ Chamber temperature can affect the print quality, especially for high-temperatur
See: [Chamber temperature printer settings](Chamber-temperature)
> [!NOTE]
-> Low temperature Filaments like PLA can clog the nozzle if the chamber temperature is too high.
\ No newline at end of file
+> Low temperature Filaments like PLA can clog the nozzle if the chamber temperature is too high.
diff --git a/doc/print_settings/calibration/tolerance-calib.md b/doc/print_settings/calibration/tolerance-calib.md
index 3cb440ea25..a96e71dc4f 100644
--- a/doc/print_settings/calibration/tolerance-calib.md
+++ b/doc/print_settings/calibration/tolerance-calib.md
@@ -28,4 +28,4 @@ You can check the tolerance using either an M6 Allen key or the included printed
Use calipers to measure both the holes and the inner tester. Based on your results, you can fine-tune the X-Y hole compensation and X-Y contour compensation settings. Repeat the process until you achieve the desired precision.

-
\ No newline at end of file
+
diff --git a/doc/print_settings/calibration/volumetric-speed-calib.md b/doc/print_settings/calibration/volumetric-speed-calib.md
index ec66ea811d..e904e3e50c 100644
--- a/doc/print_settings/calibration/volumetric-speed-calib.md
+++ b/doc/print_settings/calibration/volumetric-speed-calib.md
@@ -20,4 +20,4 @@ You can also return to OrcaSlicer in the "Preview" tab, make sure the color sche
> You may also choose to conservatively reduce the flow by 5-10% to ensure print quality.
> [!TIP]
-> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
\ No newline at end of file
+> @ItsDeidara has made a html to help with the calculation. Check it out if those equations give you a headache [here](https://github.com/ItsDeidara/Orca-Slicer-Assistant).
diff --git a/doc/print_settings/quality/quality_settings_layer_height.md b/doc/print_settings/quality/quality_settings_layer_height.md
index c645c71100..acdf4effdd 100644
--- a/doc/print_settings/quality/quality_settings_layer_height.md
+++ b/doc/print_settings/quality/quality_settings_layer_height.md
@@ -16,4 +16,4 @@ This setting controls how tall the first layer of the print will be. Typically,
### Tip:
-A thicker first layer is more forgiving to slight variations to the evenness of the build surface, resulting in a more uniform, visually, first layer. Set it to 0.25mm for a 0.4mm nozzle, for example, if your build surface is uneven or your printer has a slightly inconsistent z offset between print runs. However, as a rule of thumb, try not to exceed 65% of the nozzle width so as to not compromise bed adhesion too much.
\ No newline at end of file
+A thicker first layer is more forgiving to slight variations to the evenness of the build surface, resulting in a more uniform, visually, first layer. Set it to 0.25mm for a 0.4mm nozzle, for example, if your build surface is uneven or your printer has a slightly inconsistent z offset between print runs. However, as a rule of thumb, try not to exceed 65% of the nozzle width so as to not compromise bed adhesion too much.
diff --git a/doc/print_settings/quality/quality_settings_line_width.md b/doc/print_settings/quality/quality_settings_line_width.md
index 37d1d0c26d..9c50d9d8a2 100644
--- a/doc/print_settings/quality/quality_settings_line_width.md
+++ b/doc/print_settings/quality/quality_settings_line_width.md
@@ -2,21 +2,21 @@
These settings control how wide the extruded lines are.
-- **Default**: The default line width in mm or as a percentage of the nozzle size.
+- **Default:** The default line width in mm or as a percentage of the nozzle size.
-- **First Layer**: The line width of the first layer. Typically, this is wider than the rest of the print, to promote better bed adhesion. See tips below for why.
+- **First Layer:** The line width of the first layer. Typically, this is wider than the rest of the print, to promote better bed adhesion. See tips below for why.
-- **Outer Wall**: The line width in mm or as a percentage of the nozzle size used when printing the model’s external wall perimeters.
+- **Outer Wall:** The line width in mm or as a percentage of the nozzle size used when printing the model’s external wall perimeters.
-- **Inner Wall**: The line width in mm or as a percentage of the nozzle size used when printing the model’s internal wall perimeters.
+- **Inner Wall:** The line width in mm or as a percentage of the nozzle size used when printing the model’s internal wall perimeters.
-- **Top Surface**: The line width in mm or as a percentage of the nozzle size used when printing the model’s top surface.
+- **Top Surface:** The line width in mm or as a percentage of the nozzle size used when printing the model’s top surface.
-- **Sparse Infill**: The line width in mm or as a percentage of the nozzle size used when printing the model’s sparse infill.
+- **Sparse Infill:** The line width in mm or as a percentage of the nozzle size used when printing the model’s sparse infill.
-- **Internal Solid Infill**: The line width in mm or as a percentage of the nozzle size used when printing the model’s internal solid infill.
+- **Internal Solid Infill:** The line width in mm or as a percentage of the nozzle size used when printing the model’s internal solid infill.
-- **Support**: The line width in mm or as a percentage of the nozzle size used when printing the model’s support structures.
+- **Support:** The line width in mm or as a percentage of the nozzle size used when printing the model’s support structures.
## Tips:
@@ -40,4 +40,4 @@ These settings control how wide the extruded lines are.
10. **For supports, using 100% or less line width will make the supports weaker** by reducing their layer adhesion, making them easier to remove.
-11. **If your printer is limited mechanically, try to maintain the material flow as consistent as possible between critical features of your model**, to ease the load on the extruder having to adapt its flow between them. This is especially useful for printers that do not use pressure advance/linear advance and if your extruder is not as capable mechanically. You can do that by adjusting the line widths and speeds to reduce the variation between critical features (e.g., external and internal wall flow). For example, print them at the same speed and the same line width, or print the external perimeter slightly wider and slightly slower than the internal perimeter. Material flow can be visualized in the sliced model – flow drop down.
\ No newline at end of file
+11. **If your printer is limited mechanically, try to maintain the material flow as consistent as possible between critical features of your model**, to ease the load on the extruder having to adapt its flow between them. This is especially useful for printers that do not use pressure advance/linear advance and if your extruder is not as capable mechanically. You can do that by adjusting the line widths and speeds to reduce the variation between critical features (e.g., external and internal wall flow). For example, print them at the same speed and the same line width, or print the external perimeter slightly wider and slightly slower than the internal perimeter. Material flow can be visualized in the sliced model – flow drop down.
diff --git a/doc/print_settings/quality/quality_settings_seam.md b/doc/print_settings/quality/quality_settings_seam.md
index 3dc983aae7..605c1fdf79 100644
--- a/doc/print_settings/quality/quality_settings_seam.md
+++ b/doc/print_settings/quality/quality_settings_seam.md
@@ -2,28 +2,74 @@
Unless printed in spiral vase mode, every layer needs to begin somewhere and end somewhere. That start and end of the extrusion is what results in what visually looks like a seam on the perimeters. This section contains options to control the visual appearance of a seam.
-- **Seam Position**: Controls the placement of the seam.
+## Seam Position
- 1. **Aligned**: Will attempt to align the seam to a hidden internal facet of the model.
- 2. **Nearest**: Will place the seam at the nearest starting point compared to where the nozzle stopped printing in the previous layer.
- 3. **Back**: Will align the seam in a (mostly) straight line at the rear of the model.
- 4. **Random**: Will randomize the placement of the seam between layers.
+Controlling the position of seams can help improve the appearance and strength of the final print.
- Typically, aligned or back work the best, especially in combination with seam painting. However, as seams create weak points and slight surface "bulges" or "divots," random seam placement may be optimal for parts that need higher strength as that weak point is spread to different locations between layers (e.g., a pin meant to fit through a hole).
+Typically, aligned or back work the best, especially in combination with seam painting. However, as seams create weak points and slight surface "bulges" or "divots", random seam placement may be optimal for parts that need higher strength as that weak point is spread to different locations between layers (e.g., a pin meant to fit through a hole).
-- **Staggered Inner Seams**: As the seam location forms a weak point in the print (it's a discontinuity in the extrusion process after all!), staggering the seam on the internal perimeters can help reduce stress points. This setting moves the start of the internal wall's seam around across layers as well as away from the external perimeter seam. This way, the internal and external seams don't all align at the same point and between them across layers, distributing those weak points further away from the seam location, hence making the part stronger. It can also help improve the water tightness of your model.
+### Aligned
-- **Seam Gap**: Controls the gap in mm or as a percentage of the nozzle size between the two ends of a loop starting and ending with a seam. A larger gap will reduce the bulging seen at the seam. A smaller gap reduces the visual appearance of a seam. For a well-tuned printer with pressure advance, a value of 0-15% is typically optimal.
+Will attempt to align the seam to a hidden internal facet of the model.
-- **Scarf Seam**: Read more here: [Better Seams - An Orca Slicer Guide](https://www.printables.com/model/783313-better-seams-an-orca-slicer-guide-to-using-scarf-s).
+
-- **Role-Based Wipe Speed**: Controls the speed of a wipe motion, i.e., how fast the nozzle will move over a printed area to "clean" it before traveling to another area of the model. It is recommended to turn this option on, to ensure the nozzle performs the wipe motion with the same speed that the feature was printed with.
+### Nearest
-- **Wipe Speed**: If role-based wipe speed is disabled, set this field to the absolute wipe speed or as a percentage over the travel speed.
+Will place the seam at the nearest starting point compared to where the nozzle stopped printing in the previous layer.
+This is optimized for speed, low travel, and acceptable strength.
-- **Wipe on Loops**: When finishing printing a "loop" (i.e., an extrusion that starts and ends at the same point), move the nozzle slightly inwards towards the part. That move aims to reduce seam unevenness by tucking in the end of the seam to the part. It also slightly cleans the nozzle before traveling to the next area of the model, reducing stringing.
+
-- **Wipe Before External Perimeters**: To minimize the visibility of potential over-extrusion at the start of an external perimeter, the de-retraction move is performed slightly on the inside of the model and, hence, the start of the external perimeter. That way, any potential over-extrusion is hidden from the outside surface.
+### Back
+
+This option places the seam on the back side (Min Y point in that layer) of the object, away from the view. It is useful for objects that will be displayed with a specific orientation.
+
+
+
+### Random
+
+This option places the seam randomly across the object, which can help to distribute the seam points and increase the overall strength of the print.
+
+
+
+## Modifiers
+
+### Staggered inner seams
+
+As the seam location forms a weak point in the print (it's a discontinuity in the extrusion process after all!), staggering the seam on the internal perimeters can help reduce stress points. This setting moves the start of the internal wall's seam around across layers as well as away from the external perimeter seam. This way, the internal and external seams don't all align at the same point and between them across layers, distributing those weak points further away from the seam location, hence making the part stronger. It can also help improve the water tightness of your model.
+
+### Seam gap
+
+Controls the gap in mm or as a percentage of the nozzle size between the two ends of a loop starting and ending with a seam. A larger gap will reduce the bulging seen at the seam. A smaller gap reduces the visual appearance of a seam. For a well-tuned printer with pressure advance, a value of 0-15% is typically optimal.
+
+
+
+### Scarf joint seam
+
+Read more here: [Better Seams - An Orca Slicer Guide](https://www.printables.com/model/783313-better-seams-an-orca-slicer-guide-to-using-scarf-s).
+
+### Role-based wipe speed
+
+Controls the speed of a wipe motion, i.e., how fast the nozzle will move over a printed area to "clean" it before traveling to another area of the model. It is recommended to turn this option on, to ensure the nozzle performs the wipe motion with the same speed that the feature was printed with.
+
+### Wipe speed
+
+If role-based wipe speed is disabled, set this field to the absolute wipe speed or as a percentage over the travel speed.
+
+### Wipe on loop(inward movement)
+
+When finishing printing a "loop" (i.e., an extrusion that starts and ends at the same point), move the nozzle slightly inwards towards the part. That move aims to reduce seam unevenness by tucking in the end of the seam to the part. It also slightly cleans the nozzle before traveling to the next area of the model, reducing stringing.
+
+
+
+
+
+
+
+### Wipe Before External
+
+To minimize the visibility of potential over-extrusion at the start of an external perimeter, the de-retraction move is performed slightly on the inside of the model and, hence, the start of the external perimeter. That way, any potential over-extrusion is hidden from the outside surface.
This is useful when printing with Outer/Inner or Inner/Outer/Inner wall print order, as in these modes, it is more likely an external perimeter is printed immediately after a de-retraction move, which would cause slight extrusion variance at the start of a seam.
@@ -31,8 +77,8 @@ Unless printed in spiral vase mode, every layer needs to begin somewhere and end
With seams being inevitable when 3D printing using FFF, there are two distinct approaches on how to deal with them:
-1. **Try and hide the seam as much as possible**: This can be done by enabling scarf seam, which works very well, especially with simple models with limited overhang regions.
-2. **Try and make the seam as "clean" and "distinct" as possible**: This can be done by tuning the seam gap and enabling role-based wipe speed, wipe on loops, and wipe before the external loop.
+1. **Try and hide the seam as much as possible:** This can be done by enabling scarf seam, which works very well, especially with simple models with limited overhang regions.
+2. **Try and make the seam as "clean" and "distinct" as possible:** This can be done by tuning the seam gap and enabling role-based wipe speed, wipe on loops, and wipe before the external loop.
## Troubleshooting Seam Performance:
@@ -45,7 +91,7 @@ There are several factors that influence how clean the seam of your model is, wi
However, due to mechanical and material tolerances, as well as the very nature of 3D printing with FFF, that is not always possible. Hopefully with some tuning you'll be able to achieve prints like this!
-
+
### Troubleshooting the Start of a Seam:
@@ -83,4 +129,4 @@ Finally, the techniques of **wiping can help improve the visual continuity and c
The order of wall printing plays a significant role in the appearance of a seam. **Starting to print the external perimeter first after a long travel move will always result in more visible artifacts compared to printing the internal perimeters first and traveling just a few mm to print the external perimeter.**
-For optimal seam performance, printing with **inner-outer-inner wall order is typically best, followed by inner-outer**. It reduces the amount of traveling performed prior to printing the external perimeter and ensures the nozzle is having as consistent pressure as possible, compared to printing outer-inner.
\ No newline at end of file
+For optimal seam performance, printing with **inner-outer-inner wall order is typically best, followed by inner-outer**. It reduces the amount of traveling performed prior to printing the external perimeter and ensures the nozzle is having as consistent pressure as possible, compared to printing outer-inner.
diff --git a/doc/semm.md b/doc/semm.md
index 9081d3cb8f..a5e22f3584 100644
--- a/doc/semm.md
+++ b/doc/semm.md
@@ -16,4 +16,4 @@ Ramming is a technique used to push the filament through the nozzle to ensure th
## Manual filament change
Manual filament change is a feature that allows the user to change the filament during the print. This can be useful for multi-material prints or when changing colors. The user can specify the position and timing of the filament change, as well as the speed and distance of the ramming process.
-WIP...
\ No newline at end of file
+WIP...
diff --git a/doc/stl-transformation.md b/doc/stl-transformation.md
index 41467f12ae..7a1ea7ec39 100644
--- a/doc/stl-transformation.md
+++ b/doc/stl-transformation.md
@@ -5,7 +5,7 @@ OrcaSlicer primarily relies on STL meshes for slicing, but STL files may come wi
Typically, STL files feature a low polygon count, which can adversely affect print quality.
In contrast, using STEP files offers a higher-quality mesh that more accurately represents the original design. However, be aware that both high-polygon STL and STEP files can increase slicing time.
-
+
## Importing STEP files
@@ -13,30 +13,30 @@ This setting determines how STEP files are converted into STL files and is displ
If you don't see this when opening a STEP file, check [Don't show again](#Don't-show-again) below.
-
+
### Parameters:
The transformation uses [Linear Deflection and Angular Deflection](https://dev.opencascade.org/doc/overview/html/occt_user_guides__mesh.html) parameters to control the mesh quality.
A finer mesh will result in a more accurate representation of the original surface, but it will also increase the file size and processing time.
-
+
-- **Linear Deflection**: Specifies the maximum distance allowed between the original surface and its polygonal approximation. Lower values produce a mesh that more accurately follows the original curvature.
-- **Angular Deflection**: Defines the maximum allowable angle difference between the actual surface and its tessellated counterpart. Smaller angular deflection values yield a more precise mesh.
+- **Linear Deflection:** Specifies the maximum distance allowed between the original surface and its polygonal approximation. Lower values produce a mesh that more accurately follows the original curvature.
+- **Angular Deflection:** Defines the maximum allowable angle difference between the actual surface and its tessellated counterpart. Smaller angular deflection values yield a more precise mesh.
#### Split compound and compsolid into multiple objects:
Enabling this option will split the imported 3D file into separate objects. This is especially useful for adjusting individual object positions, tweaking print settings, or optimizing the model through simplification.
-
+
#### Don't show again
This option will hide the STL transformation dialog when opening a STEP file.
To restore the dialog, go to "Preferences" (Ctrl + P) > "Show the STEP mesh parameter setting dialog".
-
+
## Simplify model
@@ -46,11 +46,11 @@ This function is especially useful for improving the performance of the slicer o
To access the Simplify Model option, right-click on the object to simplify in the "Prepare" menu.
-
+
It is recommended to enable the "Show Wireframe" option when running a simplification process to visually inspect the outcome. However, be cautious: overly aggressive simplification may lead to noticeable detail loss, increased ringing, or other printing issues.
### You can Simplify your model using the following options:
- **Detail Level:** Control the level of detail in the simplified model by choosing from five preset options. This setting allows for a balance between mesh fidelity and performance.
-- **Decimate Ratio:** Adjust the ratio between the original model's polygon count and that of the simplified model. For instance, a decimate ratio of 0.5 will yield a model with approximately half the original number of polygons.
\ No newline at end of file
+- **Decimate Ratio:** Adjust the ratio between the original model's polygon count and that of the simplified model. For instance, a decimate ratio of 0.5 will yield a model with approximately half the original number of polygons.
diff --git a/src/slic3r/GUI/Tab.cpp b/src/slic3r/GUI/Tab.cpp
index 7655c52496..e566b15f00 100644
--- a/src/slic3r/GUI/Tab.cpp
+++ b/src/slic3r/GUI/Tab.cpp
@@ -2056,17 +2056,17 @@ void TabPrint::build()
optgroup->append_single_option_line("seam_position", "quality_settings_seam");
optgroup->append_single_option_line("staggered_inner_seams", "quality_settings_seam");
optgroup->append_single_option_line("seam_gap","quality_settings_seam");
- optgroup->append_single_option_line("seam_slope_type", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_conditional", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("scarf_angle_threshold", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("scarf_overhang_threshold", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("scarf_joint_speed", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_start_height", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_entire_loop", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_min_length", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_steps", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("scarf_joint_flow_ratio", "seam#scarf-joint-seam");
- optgroup->append_single_option_line("seam_slope_inner_walls", "seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_type", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_conditional", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("scarf_angle_threshold", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("scarf_overhang_threshold", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("scarf_joint_speed", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_start_height", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_entire_loop", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_min_length", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_steps", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("scarf_joint_flow_ratio", "quality_settings_seam#scarf-joint-seam");
+ optgroup->append_single_option_line("seam_slope_inner_walls", "quality_settings_seam#scarf-joint-seam");
optgroup->append_single_option_line("role_based_wipe_speed","quality_settings_seam");
optgroup->append_single_option_line("wipe_speed", "quality_settings_seam");
optgroup->append_single_option_line("wipe_on_loops","quality_settings_seam");